Приветствую друзья. Давно я не писал про специальные строительные журналы, а ведь такие темы вам очень нравятся. Вот, например, эта статья « », самая популярная на моем блоге и набрала уже более 80 комментариев. Ну а сегодня я поделюсь с вами статьей про журнал выполнения монтажных соединений на болтах с контролируемым натяжением.
Основные элементы плоских структур должны, насколько это возможно, иметь симметричные сечения относительно срединной плоскости этих структур. В треугольных конструкциях также должно быть предусмотрено, что элементы, конкурирующие в соединении, расположены так, что оси конкурируют в точке.
Изменение разделов элементов
В случае несоблюдения конструктивных положений, изложенных в настоящей статье, вторичные усилия, вытекающие из этого, рассматриваются, если они имеют важное значение. Структурные элементы или их соединения следует избегать резкими изменениями в разрезе или локализованным ослаблением.
Почему его надо заполнять
Данный вид соединения относится к весьма ответственным узлам, где возникают значительные усилия на растяжение. Именно поэтому соединение на высокопрочных болтах подлежат особому контролю. Я в статьях постоянно обращаюсь к своду правил «Несущие и ограждающие конструкции» и этот раз не будет исключением. В п. 4.6.13 указанного свода правил написано следующее:
Соединения между конструктивными элементами могут выполняться привинчиванием или сваркой. В связи с этим следует избегать использования сварки в сочетании с завинчиванием для передачи напряжений. Для обеспечения их общей работы должны быть предусмотрены развязки между основными элементами конструкций.
Следует избегать конструктивных положений, которые препятствуют сохранению структур, таких как те, которые препятствуют нанесению краски или благоприятствуют удержанию воды. Основными диаметрами, используемыми в болтовых соединениях, являются. Следует избегать использования винтов с диаметрами, не указанных в стандартах.

А в п. 4.6.14 также написано про данный журнал:

Ну и наконец п. 4.6.16:
Пример оформленного журнала
Ниже я вам представил оформленную версию (образец) данного журнала. В приведенном примере представлена старая версия, форма которой была указана в старом СНиП 3.03.01-87. Но новая форма практически не изменилась, поэтому не обращайте на это внимания. Представил журнал какой смог найти.
Диаметр отверстий не должен превышать диаметр болтов плюс номинальный зазор отверстий. Номинальный зазор стандартных винтов должен быть. Можно указать отверстия с менее стандартным разрезом. Номинальный зазор больших отверстий в муфтах, устойчивых к скольжению, должен быть.
В прокладочных муфтах, где это указано, могут использоваться только удлиненные или овальные отверстия. Номинальный размер коротких овальных отверстий для устойчивых к скольжению муфт не должен превышать. Номинальный размер длинных овальных отверстий для устойчивых к скольжению муфт не должен превышать.
Первая страница — это титульный лист

Второй лист — список звеньевых (монтажников), занятых установкой болтов

В этой таблице указывают всех монтажников, занятых установкой высокопрочных болтов. На данных монтажников должно быть соответствующее удостоверение. Указано это в п. 4.6.1 СП 70.13330.2012:
Затягивание с помощью токарного станка с гайкой основано на относительном смещении между гайкой и головкой болта для создания силы предварительного напряжения в болте. Этот предварительный натяг создает нормальную силу между контактирующими поверхностями и, следовательно, появляется сопротивление трения, требуемое в противоскользящем узле.
Затягивание головки и затягивание гайкой: различия и ограничения
Принцип прост, и на практике приходят в действие несколько деталей. В этой статье приводятся некоторые соображения при проектировании, выполнении или проверке болтового, нескользящего узла, выполненного с использованием метода поворота гайки. Когда контролируемое затягивание выполняется с помощью токарного станка с гайкой, одна часть болта фиксируется, а другая - подвижна и вращается по своей оси. Выбор подвижной части и фиксированной части производится в каждом конкретном случае. Обычно это доступность головки или гайки с зажимным оборудованием, которое будет мотивировать выбор.

Присвоенный номер и знак (клеймо), по моему, берется как раз с удостоверения. Но я точно не знаю, если что поправьте меня.
Следующие два листа основные

Например, челюстный ключ будет использоваться, когда конец болта находится в ограниченном или труднодоступном месте, в то время как более массивное зажимное оборудование будет использоваться на стороне, где есть больше зазора. Даже если он называется гаечным токарным станком, головка болта может быть легко перемещаемой частью при затягивании. Действительно, когда невозможно поворачивать гайку, вращение головки болта приемлемо.
Количество нитей, выходящих из гайки
Несмотря на распространенное мнение, нет необходимости иметь минимальную длину трех нитей, которые выступают из внешней стороны гайки, чтобы полностью развить ее мощность. Как и в случае закаленных шайб, некоторые государственные органы могут иметь особые требования в этом отношении.
В 4 пункте номер сертификата на болты. Данное требование приведено в п. 4.6.5:

В 5 пункте указывается способ обработки контактных поверхностей. Обработка поверхностей это обязательная процедура, без нее ни в коем случае нельзя выполнять соединения. В п. 4.6.2 об этом очень хорошо написано:
Последовательность болтов для больших сборок
Последовательность болтов для больших сборок выполняется, сначала устанавливая болты в самой жесткой части сборки и продвигаясь к менее жесткой части. Сначала болты затягиваются для блокировки, следуя этой последовательности. Затем их затягивают, например, используя метод гаечного ключа, следуя той же последовательности.
Сталевары часто используют рабочие болты для обеспечения надежного контакта деталей при затягивании блока. Некоторые рабочие болты распределяются в сборке до затяжки блока. Предварительно напрягаемая сила в рабочих болтах может превышать силу, обычно разработанную методом поворота гайки, чтобы плотно прикрепить детали друг к другу. Затяжка блока и окончательное затягивание болтов сборки затем выполняются, как описано выше. Рабочие болты, наконец, удаляются, и соединение завершается последними болтами окончательной сборки.

В 6 столбце указываем момент закручивания. Данный показатель высчитывается по определенной формуле. За основу берутся данные болта (коэффициент закручивания и номинальный диаметр болта) и усилие натяжения, которое указывается в рабочих чертежах КМ. Как рассчитывать момент указано в п. 4.6.9:
Специальные критерии для оцинкованных болтов
Инструмент для окончательного зажима Пневматический ударный инструмент для зажима блока. Для дополнительной защиты от коррозии болты могут быть оцинкованы. Механические свойства, такие как предел текучести и предел разрыва болтов, не подвержены оцинковке. Однако при их изготовлении учитываются некоторые конкретные детали.
Повторное использование контролируемых затяжных болтов
Натяжение, вызванное болтом контролируемым затягиванием, может привести к постоянным деформациям в резьбовой части болта. Кулак, «Болты с высоким сопротивлением в строительных конструкциях» Канадский институт стального строительства, Торонто. Канадский проект дизайна моста, Канадская ассоциация стандартов, Миссиссауга, Канада.

Следующая страница

Здесь уже пишутся результаты контроля. Проведена ли обработка поверхностей, сколько болтов проверено, на кокой момент закручено и т.д.
А как проводить контроль и как правильно выполнять сами работы по натяжению болтов подробно написано в разделе 4.6 СП 70.13330.2012.
Откройте для себя наши новые веб-сайты! На самом деле можно утверждать, что затянутые соединения редко выпускаются. Давайте посмотрим, как работает винтовая связь. Хотя для многих это здравый смысл, что фиксированный стальной болт диаметром 20 мм ведет себя как пружина, на самом деле это просто поведение, которое мы затягиваем болтом свидетеля. Для правильной работы винтового соединения необходимо затянуть винт. Когда винт затягивается, он тянется к гайке, сжимая все, что находится между двумя компонентами.
Это напряжение в болте называется «предварительным напряжением», и возникающая в результате сжимающая сила, которая образует все между собой, называется «зажимной силой». Чем больше винтов мы растягиваем, тем выше получающаяся зажимная сила. Это важно, поскольку чем выше сила зажима, тем лучше соединение может выдерживать нагрузку, которая влияет на нее во время работы.
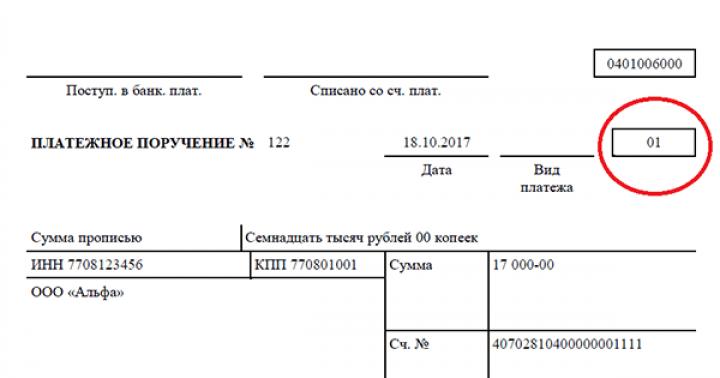
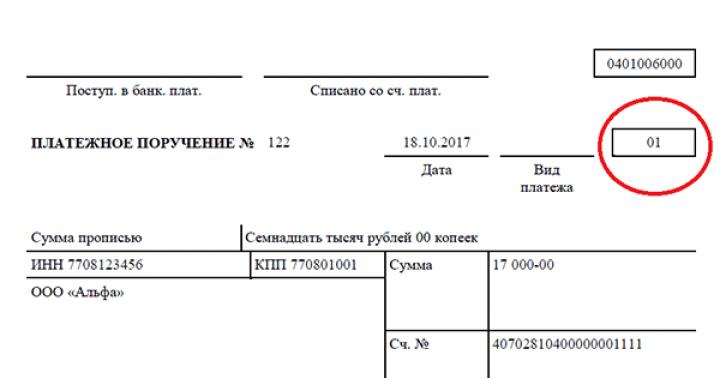
Ниже вы можете скачать электронную версию (бланк) журнала. Пользуйтесь на здоровье.
Поддержите блог - скачайте электронную версию журнала выполнения монтажных соединений на болтах с контролируемым натяжением за символическую цену!
В окне платежа после успешной оплаты нажмите на Перейти на сайт магазина и файл попадет в загрузки .
Давайте сделаем попытку проиллюстрировать это. Когда мы заглядываем в ящик, мы, вероятно, находим общую, часто используемую сильную резиновую ленту, которую мы используем для иллюстрации весеннего поведения болта. Попробуйте еще раз переместить пальцы и заметить сопротивление. Если вы сделали попытку правильно, вы обнаружили значительное изменение сопротивления между двумя и тремя раундами резинкой. При более высоком давлении пружины, которое мы достигли, растягивая резиновую ленту при трех обертываниях, значительно увеличилось сопротивление нашим попыткам уменьшить масштаб пальцами.
Скачать бесплатно:
P.s. Друзья, хочу Вам порекомендовать программу «Исполнительная документация» от Компании «АЛТИУС СОФТ» . Если хотите автоматизировать и ускорить процесс ведения исполнительной документации, то Вам не обойтись без данной программы. Спасибо!
УТВЕРЖДАЮ
В равной степени верно, когда предварительное напряжение в болте увеличивается, оно может противостоять большей рабочей нагрузке, которая пытается освободить муфту. Описанное здесь поведение ожидается для тяговых нагрузок. Однако эта же теория применима и к сдвинутым суставам. В этих случаях конструктор хочет, чтобы зажатый материал скользил в сторону, чтобы создать сдвиговую нагрузку на соединительный элемент. Когда индуцируется более высокий предварительный натяг, соединение более сильно затягивается, что приводит к увеличению трения между зажимными элементами и большей стойкостью к проскальзыванию во время работы.
Директор___________________
___________ .___________________
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Высокопрочные болты, гайки и шайбы следует применять в соответствии с указаниями рабочих (КМ) или деталировочных (КМД) чертежей стальных конструкций монтируемого объекта.
1.2. Проекты производства работ (ППР) должны содержать схемы производства работ или технологические карты, предусматривающие выполнение соединений на высокопрочных болтах в конкретных условиях монтируемого объекта.
Такое поведение, конечно, не ограничено. Для каждого элемента связи есть точка, которая не может более гибко расширяться и постоянно продлеваться надолго, и в конечном итоге приводит к ее разрыву или сбою. Точка, в которой происходит этот переход, называется пределом текучести. Хотя зажимные винты к пределу текучести не являются необычными, это операция, которая должна выполняться с осторожностью и контролем.
Это также объясняет, почему дизайнеры могут предпочесть высокопрочные болты для снижения прочности болтов. Когда прочность болта увеличивается, степень, в которой болт может упруго удлиняться, увеличивается. Однако есть недостатки, в том числе тот факт, что чем больше прочность болтов, тем ниже пластичность материалов, из которых они изготовлены, и, следовательно, контроль процесса затяжки становится еще более важным, особенно при значениях, близких к выходу.
1.3. Подготовку, сборку и приемку соединений на высокопрочных болтах следует производить под руководством лица (мастера, прораба), назначенного приказом по монтажной организации ответственным за выполнение этого вида соединений на объекте.
1.4. К выполнению соединений на высокопрочных болтах допускаются слесари-монтажники не моложе 18 лет, прошедшие специальную теоретическую и практическую подготовку, подтвержденную личным удостоверением на право выполнения этих работ, выданным монтажной организацией.
Итак, вот некоторые принципы, которые следует соблюдать при разработке надежной ссылки. Для поддержания прочного соединения важно поддерживать зажимное усилие при значениях, превышающих рабочую нагрузку, на которую будет открываться соединение. Винт не должен превышать предсказуемый и контролируемый лимит. В большинстве случаев напряжение не должно превышаться по пределу текучести, и чаще всего в конструкции используется доля предела текучести.
При проектировании соединения необходимо учитывать способность контролировать затягивание как во время сборки, так и во время обслуживания. Для того, чтобы вернуться к изучению грузовых фрахтовых грузов, подавляющее большинство, если не все несчастные случаи, связанные с неправильным ужесточением, вероятно, являются результатом плохой практики обслуживания, которая произошла во время обслуживания этих транспортных средств.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Требования к применяемым материалам
2.1.1. Высокопрочные болты, гайки, шайбы должны быть поставлены на монтируемый объект партиями, снабженными сертификатами в соответствии с требованиями ГОСТ 22353-77, ГОСТ 22354-77, ГОСТ 22355-77, ГОСТ 22356-77.
2.1.2. Для пескоструйной (дробеструйной) обработки контактных поверхностей соединяемых элементов конструкций следует применять кварцевый песок по ГОСТ 8736-77 либо дробь из чугуна или стали по ГОСТ 11964-81 Е.
Хотя предварительная напряженность винтового соединения является главным приоритетом, существует множество факторов, которые влияют на способность достигать или поддерживать требуемый предварительный натяг, такой как рабочие температуры, неблагоприятная и агрессивная среда, и является ли соединение «жестким» или «мягким». При проектировании соединения все эти факторы необходимо учитывать и принимать во внимание.
Проектирование правильной ссылки может быть сложным. В этом отношении соединительные элементы в основном неправильно понимаются и не уделяются должного внимания. Тем не менее, остается верным, что при мысли и надлежащем уходе за сконструированными и выполненными суставами, если они должным образом затянуты, они создадут необходимую предварительную нагрузку и редко будут выпущены в эксплуатацию.
2.1.3. Для образования клеефрикционного покрытия на контактных поверхностях накладок следует применять клей на основе эпоксидно-диановой смолы ЭД-20 по ГОСТ 10587-76 и карборундовый порошок марок КЗ и КЧ, фракций № 8, 10, 12 по ГОСТ 3647-80.
2.1.4. Для газопламенной обработки поверхностей следует применять ацетилен по ГОСТ 5457-75 и кислород по ГОСТ 6331-78. Ацетилен и кислород необходимо подавать к месту работы в стальных баллонах по ГОСТ 15860-70.
2.2. Требования к соединяемым элементам конструкций и инструменту
2.2.1. Возможность свободной поставки высокопрочных болтов и завинчивания гаек с применением гайковертов и динамометрических ключей должна обеспечиваться конструктивным решением соединений.
2.2.2. Не допускается монтаж соединений при наличии на элементах конструкций заусенцев вокруг и внутри отверстий, а также по краям элементов.
Контактные поверхности элементов не подлежат огрунтовке и окраске. Расстояние между осью болтов последнего ряда и огрунтованной поверхностью не должно быть менее 70 мм.
2.2.3. Не допускается применять в соединениях элементы, имеющие отклонения размеров, не соответствующих требованиям СНиП III-18-75 «Правила производства и приемки работ. Металлические конструкции». Перепад плоскостей элементов, соединяемых накладками, не должен превышать 0,5 мм включительно.
2.2.4. В соединениях из прокатных профилей с непараллельными поверхностями полок должны быть применены выравнивающие прокладки.
2.2.5. Номинальные диаметры и чернота отверстий (несовпадение отверстий в отдельных деталях собранного пакета) не должны превышать требований, указанных в главе СНиП III-18-75 «Правила производства и приемки работ. Металлические конструкции».
2.2.6. Контрольно-тарировочные динамометрические ключи должны быть пронумерованы, протарированы и снабжены тарировочными графиками или таблицами. Пневматические и электрические гайковерты должны отвечать паспортным требованиям.
3.1. Подготовительные операции
3.1.1. К подготовительным операциям относятся: расконсервация и очистка высокопрочных болтов; подготовка элементов конструкций; контрольно-тарировочная проверка инструмента.
3.1.2. Высокопрочные болты, гайки, шайбы должны быть очищены от заводской консервации, грязи, ржавчины и покрыты тонким слоем смазки. Расконсервация и очистка проводятся по следующей технологии.
3.1.3. Высокопрочные болты, гайки и шайбы массой не более 30 кг уложить в решетчатую тару.
3.1.4. Решетчатую тару, заполненную метизами, погрузить в бак с кипящей водой на 8 — 10 мин (см. чертеж).
3.1.5. После кипячения горячие метизы промыть в смеси, состоящей из 85% неэтилированного бензина по ГОСТ 2084-77 и 15% машинного масла (типа автол) по ГОСТ 20799-75 путем 2 — 3-кратного погружения с последующим высыханием.
3.1.6. Обработанные болты, гайки и шайбы уложить раздельно в закрытые ящики с ручками емкостью не более 20 кг для переноса их на рабочее место.
3.1.7. На переносной таре указать типоразмеры, количество болтов, гаек и шайб, дату обработки, номера сертификатов и партии.
3.1.8. Очищенные болты, гайки и шайбы следует хранить в закрытых ящиках не более 10 суток, после чего необходимо провести повторную обработку в соответствии, с пп. 3.1.4 и 3.1.5.
3.1.9. Заусенцы, обнаруженные вокруг и внутри отверстий, а также по краям элементов, должны быть удалены полностью. Удаление заусенцев вокруг отверстий и по краям элементов следует производить пневматической или электрической зачистными машинами без образования углубления, нарушающего контакт соприкасающихся поверхностей, а в случае наличия заусенцев внутри отверстия — сверлом, диаметр которого равен диаметру болта.
3.1.10. При перепаде плоскостей соединяемых элементов свыше 0,5 до 3,0 мм включительно на выступающем элементе необходимо сделать скос зачистной пневматической или электрической машиной на расстоянии до 30,0 мм от края элемента. При перепаде плоскостей более 3,0 мм следует применять выравнивающие прокладки.
3.1.11. Тарировку (проверку тарировки) контрольно-тарировочных динамометрических ключей следует производить один раз в смену перед началом работы на специальных стендах или приспособлениях в соответствии с рекомендуемым приложением 1. Тарировка гайковертов производится в соответствии с рекомендуемым приложением 2.
Приспособление для кипячения высокопрочных болтов, гаек и шайб
1 — нагревательный элемент; 2 — решетчатая тара для болтов; 3 — резервуар для воды;
4 — сливная пробка
3.2. Основные технологические операции
3.2.1. К основным технологическим операциям относятся:
— обработка контактных поверхностей;
— сборка соединений;
— установка высокопрочных болтов;
— натяжение и контроль за натяжением болтов.
3.2.2. Способ обработки контактных поверхностей выбирают в соответствии с коэффициентом трения, указанным в чертежах КМ или КМД, и главой СНиП II-23-81 «Стальные конструкции. Нормы проектирования».
Установлены следующие способы обработки контактных поверхностей, выполняемые на монтажной площадке: пескоструйный (дробеструйный); газопламенный; металлическими щетками; клеефрикционный.
3.2.3. Пескоструйную (дробеструйную) обработку контактных поверхностей соединяемых элементов следует производить пескоструйными или дробеструйными аппаратами по ГОСТ 11046-69 (СТ СЭВ 3110-81).
При пескоструйной (дробеструйной) обработке контактных поверхностей прокатная окалина и ржавчина должны быть полностью удалены до получения однородной поверхности светло-серого цвета.
3.2.4. Газопламенную обработку контактных поверхностей необходимо осуществлять широкозахватными газопламенными горелками ГАО-60 или ГАО-2-72 по ГОСТ 17357-71.
Газопламенная обработка допускается при толщине металла не менее 5,0 мм.
Скорость перемещения горелки 1 м/мин при толщине металла более 10 мм и 1,5-2 м/мин — при толщине металла до 10 мм включительно.
Продукты сгорания и окалину следует сметать мягкими проволочными, а затем волосяными щетками.
Поверхность после газопламенной обработки должна быть свободна от грязи, краски, масляных пятен и легкоотслаиваемой окалины. Полное удаление прокатной окалины необязательно.
Оборудование поста газопламенной обработки и краткая техническая характеристика оборудования приведены в рекомендуемом приложении 3.
3.2.5. Обработку контактных поверхностей металлическими щетками следует выполнять при помощи пневматических или электрических зачистных машин, марки которых указаны в рекомендуемом приложении 4.
Доводить очищаемые контактные поверхности до металлического блеска не допускается.
3.2.6. Клеефрикционное покрытие на контактные поверхности накладок, как правило, наносят на заводах-изготовителях металлических конструкций.
Технологический процесс получения клеефрикционного покрытия предусматривает:
— обработку контактных поверхностей накладок в пескоструйных (дробеструйных) аппаратах по ГОСТ 11046-69 (СТ СЭВ 3110-81);
— нанесение на обработанные контактные поверхности накладок эпоксидно-полиамидного клея;
— нанесение по неотвердевшему клею карборундового порошка.
Сохранность клеефрикционного покрытия должна быть обеспечена упаковкой накладок на весь период их погрузки, транспортировки, разгрузки и хранения на строительно-монтажной площадке.
Срок хранения накладок с клеефрикционным покрытием не ограничен.
Состав клеефрикционного покрытия приведен в рекомендуемом приложении 5.
Контактные поверхности основных соединяемых элементов перед сборкой должны быть обработаны металлическими щетками согласно п. 3.2.5.
3.2.7. Металлизационную обработку контактных поверхностей соединяемых элементов конструкций (оцинкование, алюминирование), как правило, производят на заводах-изготовителях металлических конструкций.
3.2.8. Обработанные поверхности должны быть защищены от попадания на них грязи, масла, а также образования льда. Срок хранения конструкций, обработанных пескоструйным (дробеструйным), газопламенным способами или металлическими щетками, до сборки не должен превышать трех суток, после чего следует провести повторную обработку поверхностей в соответствий с пп. 3.2.3 — 3.2.5.
Поверхности, обработанные пескоструйным (дробеструйным) способом, при повторной обработке допускается очищать газопламенным способом.
3.2.9. Контактные поверхности без обработки должны быть очищены от грязи и отслаиваемой окалины металлическими щетками; от масла — неэтилированным бензином, от льда — скалыванием.
3.2.10. Сборка соединений на высокопрочных болтах включает следующие операции:
— совмещение отверстий и фиксация в проектном положении элементов соединения с помощью сборочных пробок, количество которых должно составлять 10% количества отверстий, но не менее 2 шт.;
— установка высокопрочных болтов в отверстия, свободные от сборочных пробок;
— плотная стяжка пакета;
— натяжение установленных высокопрочных болтов на усилие, указанное в чертежах КМ и КМД;
— извлечение сборочных пробок, постановка в освободившиеся отверстия высокопрочных болтов и натяжение их до проектного усилия;
— огрунтовка соединения.
3.2.11. Под головки и гайки высокопрочных болтов необходимо ставить только по одной термически обработанной шайбе по ГОСТ 22355-77.
Выступающий конец болта должен обязательно иметь не менее одной нитки резьбы над гайкой.
3.2.12. При несовпадении отверстий их рассверловку в элементах с обработанными поверхностями следует производить, не применяя охлаждающих жидкостей.
3.2.13. Предварительное и окончательное натяжения высокопрочных болтов необходимо выполнять от середины соединения к краям или от наиболее жесткой части соединения по направлению к его свободным краям.
3.2.14. Метод натяжения высокопрочных болтов должен быть указан в чертежах КМ или КМД.
3.2.15. При отсутствии указаний метод натяжения выбирает монтажная организация по рекомендуемому приложению 2.
4. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ КОНТРОЛЯ
4.1. После выполнения монтажного соединения на высокопрочных болтах бригадир обязан накернить на соединение личное клеймо (набор цифр) и предъявить готовое соединение ответственному лицу.
4.2. Ответственное лицо (мастер, прораб) после осмотра и проверки должно предъявить готовое соединение представителю заказчика. При отсутствии у заказчика замечаний соединение следует считать принятым и ответственное лицо вносит все необходимые сведения о нем в журнал выполнения монтажных соединений на высокопрочных болтах (см. обязательное приложение 6).
4.3. После приемки готовое соединение следует огрунтовать и окрасить. Марки грунта и лакокрасочного материала принимают по «Перечню полимерных материалов и изделий, разрешенных к применению в строительстве», утвержденному Минздравом СССР, такие же, что и для огрунтовки и окраски металлоконструкций. Марки грунта и краски должны быть указаны в чертежах КМ и КМД.
4.4. Качество выполнения соединений на высокопрочных болтах ответственное лицо проверяет путем пооперационного контроля. Контролю подлежат:
— качество обработки контактных поверхностей;
— соответствие установленных болтов, гаек и шайб требованиям ГОСТ 22353-77, ГОСТ 22354-77, ГОСТ 22355-77, ГОСТ 22356-77, а также другим требованиям, указанным в чертежах КМ и КМД;
— наличие шайб под головками болтов и гайками;
— наличие на головках болтов клейма завода-изготовителя;
— длина выступающей части резьбы болта над гайкой;
— наличие клейма бригадира, руководящего сборкой соединения.
4.5. Качество обработки контактных поверхностей проверяют путем их визуального осмотра непосредственно перед сборкой соединений. Результаты контроля необходимо занести в журнал (см. обязательное приложение 6).
4.6. Соответствие натяжения болтов проектному проверяют в зависимости от метода натяжения. Отклонение фактического момента закручивания от момента, указанного в чертежах КМ и КМД, не должно превышать 20%.
Угол поворота гайки определяется по положению меток на выступающем конце болта и гайки. При двухстадийном натяжении болтов отклонение угла поворота должно быть в пределах ±15°, при одностадийном — ±30°.
Болты, у которых положение меток выходит за указанные пределы, должны быть отпущены и затянуты вновь.
4.7. Натяжение высокопрочных болтов проверяют тарированным динамометрическим ключом или контрольным протарированным гайковертом.
Натяжение болтов следует контролировать выборочной проверкой: при количестве болтов в соединении до 5 включительно контролируется 100% болтов, при количестве болтов от 6 до 20 — не менее 5, при большем количестве — не менее 25% болтов в соединении.
4.8. Если при контроле обнаружится хотя бы один болт, натяжение которого не удовлетворяет требованиям п. 4.6 настоящего стандарта, то контролю подлежат 100% болтов в соединении. При этом натяжение болтов должно быть доведено до требуемой величины.
4.9. Плотность стягиваемого пакета контролируют щупами 0,3 мм. Щуп не должен проходить между плоскостями по контуру соединяемых элементов.
4.10. Документация, предъявляемая при приемке готового объекта, кроме документации, предусмотренной главой СНиП III-18-75 «Правила производства и приемки работ. Металлические конструкции», должна содержать:
— журнал выполнения монтажных соединений на высокопрочных болтах;
— сертификаты на болты, гайки и шайбы;
— сертификаты на материалы для образования клеефрикционных покрытий.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1. Организация участка укрупнительной сборки конструкций с монтажными соединениями на высокопрочных болтах должна обеспечивать безопасность труда работающих на всех этапах выполнения работ.
Работы по монтажу конструкций на высокопрочных болтах необходимо производить в соответствии с ППР, содержащим следующие решения по технике безопасности:
— организация рабочих мест и проходов;
— последовательность технологических операций;
— методы и приспособления для безопасной работы монтажников;
— расположение и зоны действия монтажных механизмов;
— способы складирования строительных материалов и элементов конструкции.
5.2. Размещение рабочего оборудования и организация рабочих мест должны обеспечивать безопасность эвакуации работающих при аварийных ситуациях с учетом действующих строительных норм.
5.3. Все работы на высоте по выполнению монтажных соединений на высокопрочных болтах следует производить с подмостей, обеспечивающих свободный доступ к соединению с инструментом.
Средства подмащивания и другие приспособления, обеспечивающие безопасность производства работ, должны соответствовать требованиям главы СНиП III-4-80 «Правила производства и приемки работ. Техника безопасности в строительстве», ГОСТ 12.2.012-75, ГОСТ 24259-80 и ГОСТ 24258-80.
5.4. Электробезопасность на монтажном участке должна обеспечиваться в соответствии с требованиями ГОСТ 12.1.013-78.
5.5. При обработке контактных поверхностей пескоструйными (дробеструйными) аппаратами следует выполнять «Правила устройства и безопасности эксплуатации сосудов, работающих под давлением», утвержденные Госгортехнадзором СССР.
5.6. Место производства пескоструйных (дробеструйных) работ следует ограждать и около него вывешивать соответствующие предупредительные знаки и надписи.
5.7. Материалы для пескоструйной (дробеструйной) обработки поверхностей (песок, дробь, металлический песок) следует хранить в емкостях с плотно закрываемой крышкой.
5.8. Оператор пескоструйного (дробеструйного) аппарата и подсобный рабочий снабжаются скафандрами или шлемами с принудительной подачей чистого воздуха.
5.9. Подаваемый в скафандр воздух предварительно должен быть пропущен через фильтр для очистки от пыли, воды и масла.
5.10. Между рабочими местами оператора и подсобного рабочего, находящихся возле пескоструйного (дробеструйного) аппарата, должна быть предусмотрена звуковая или световая сигнализация.
5.11. При обработке контактных поверхностей металлическими щетками (ручными и механическими) рабочие должны быть обеспечены защитными очками по ГОСТ 12.4.003-80 или масками, рукавицами и респираторами.
5.12. При обработке контактных поверхностей газопламенным способом необходимо выполнять требования главы СНиП III-4-80 «Правила производства и приемки работ. Техника безопасности в строительстве», а также санитарных правил при сварке и резке металлов, утвержденных Министерством здравоохранения СССР.
5.13. Места производства газопламенных работ должны быть освобождены от сгораемых материалов в радиусе не менее 5 м, а от взрывоопасных материалов и установок (в том числе газовых баллонов и газогенераторов) — в радиусе 10 м.
5.14. Не допускается производство работ по газопламенной обработке поверхностей элементов конструкций в дождливую погоду вне помещений без устройства навеса.
5.15. При выполнении газопламенной обработки контактных поверхностей рабочие должны быть обеспечены защитными очками закрытого типа со стеклами-светофильтрами марок Г-1 или Г-2.
Вспомогательные рабочие должны быть обеспечены защитными очками со стеклами-светофильтрами марок В-1 или В-2.
5.16. Нанесение клеефрикционного слоя на поверхность накладок, как правило, должно выполняться на заводах-изготовителях. При этом должны соблюдаться требования безопасности по ГОСТ 12.3.008-75, ГОСТ 12.3.016-79 и ГОСТ 10587-76, а также правила техники безопасности при работе с синтетическими клеями.
5.17. Приготовление клея и нанесение клеефрикционных покрытий должны осуществляться в отдельном помещении, оборудованном обменной и местной вентиляцией.
5.18. Лица, работающие с эпоксидно-диановыми смолами, должны быть обеспечены спецодеждой и перчатками.
Для защиты кожных покровов от воздействия эпоксидно-диановых смол следует применять защитные пасты и мази на основе ланолина, вазелина или касторового масла.
5.19. Помещение для нанесения клеефрикционных покрытий должно быть обеспечено средствами пожаротушения — углекислотными и пенными огнетушителями.
5.20. Расконсервация болтов, гаек и шайб должна производиться на открытой площадке с навесом.
5.21. При кипячении метизов в воде ванну необходимо заземлить. Рабочие, производящие расконсервацию метизов, не должны иметь непосредственного контакта с ваннами для кипячения и смазки. Процесс загружения должен быть механизирован.
5.22. При выполнении сборочных операций совмещение отверстий и проверка их совпадения в монтируемых элементах конструкций должны производиться с использованием специального инструмента — конусных оправок, сборочных пробок и др. Проверять совпадение отверстий пальцами рук не допускается.
5.23. Эксплуатация механизмов, средств малой механизации, включая техническое обслуживание, должна осуществляться в соответствии с требованиями главы СНиП III-4-80 «Правила производства и приемки работ. Техника безопасности в строительстве» и инструкций заводов-изготовителей.
5.24. При применении ручных машин следует соблюдать правила безопасности, предусмотренные ГОСТ 12.1.012-79 (СТ СЭВ 1932-79, СТ СЭВ 2602-80) и ГОСТ 12.2.010-75, а также инструкциями заводов-изготовителей.
5.25. Режим труда при работе с ручными электрическими и пневматическими машинами и гайковертами должен устанавливаться в соответствии с «Рекомендациями к разработке Положения о режиме труда работников виброопасных профессий», утвержденными в декабре 1971 г. ВЦСПС, Министерством здравоохранения СССР, Государственным комитетом Совета Министров СССР по вопросам труда и заработной платы, а также инструкциями заводов-изготовителей на выполнение работ с конкретными видами машин.
5.26. Огрунтовку и окраску готовых соединений на высокопрочных болтах следует производить на площадке сборки металлоконструкций.
5.27. К работе по огрунтовке соединений допускаются только рабочие, знающие правила безопасного обращения с применяемой аппаратурой и материалами и ознакомленные с правилами пожарной безопасности.
5.28. Рабочие, занятые огрунтовкой и окраской соединений, должны проходить медицинское освидетельствование в соответствии с требованиями приказа № 400 Минздрава СССР от 30.05.1969 г. «О проведении предварительных при поступлении на работу и периодических медицинских осмотров трудящихся».
5.29. Временные производственные и вспомогательные помещения должны быть снабжены вентиляцией и освещением, а также оборудованы средствами пожаротушения в соответствии с требованиями ГОСТ 12.4.009-75.
Пример тарировки динамометрического ключа типа КТР-3 1
_________________
1 Ключи КТР-3 изготовляют монтажные организации по чертежам ЦНИИ Проектстальконструкции.
Динамометрические ключи тарируют на специальных тарировочных стендах или путем подвешивания груза заданной величины к его рукоятке. На шестигранную оправку или затянутый высокопрочный болт навешивают динамометрический ключ так, чтобы его рукоятка занимала горизонтальное положение (см. чертеж).
В фиксированной точке на конце ключа подвешивают груз массой
где М з — расчетный момент закручивания;
DМ з — момент, равный произведению массы ключа на расстояние от центра его тяжести до оси оправки или болта;
l — расстояние от центра тяжести груза до оси оправки или болта.
При подвешенном грузе отсчет ведется по регистрирующему прибору, например, индикатору часового типа ИЧ 10 мм по ГОСТ 577-68. Измерение проводят 2-3 раза до получения стабильного результата. Результаты тарировки заносят в журнал контрольной тарировки ключей (см. обязательное приложение 7).
Схема тарировки динамометрического ключа

1 — приваренный шестигранник или затянутый высокопрочный болт;
2 — жесткая опора; 3 — индикатор; 4 — тарируемый ключ; 5 — тарированный груз
Методы натяжения высокопрочных болтов
1. Натяжение высокопрочных болтов по моменту закручивания
1.1. Натяжение высокопрочных болтов на проектное усилие следует производить затяжкой гаек динамометрическим ключом до расчетной величины момента закручивания. Величина момента закручивания М з , необходимого для натяжения высокопрочных болтов, определяется по формуле:
М з = kPd ,
k — среднее значение коэффициента закручивания для каждой партии болтов по сертификату или устанавливаемое с помощью контрольных приборов на монтажной площадке;
Р — усилие натяжения болта, заданное в чертежах КМ и КМД;
d — номинальный диаметр болта.
1.2. Для предварительной затяжки гаек следует применять пневматические или электрические гайковерты, указанные в рекомендуемом приложении 4, и динамометрические ключи.
1.3. При натяжении болта головку или гайку следует придерживать от проворачивания монтажным гаечным ключом. Если проворачивание по мере натяжения болта не прекращается, то болт и гайку необходимо заменить.
1.4. Момент закручивания следует регистрировать в процессе движения ключа по направлению, увеличивающему натяжение.
Затяжку следует производить плавно, без рывков.
1.5. Динамометрические ключи должны быть пронумерованы и протарированы. Их следует подвергать тарировке в начале смены.
2. Натяжение высокопрочных болтов по углу поворота гайки
2.1. В отверстия, свободные от сборочных пробок, должны быть установлены высокопрочные болты и затянуты гайковертом, отрегулированным на момент закручивания 800 Н × м. Затяжку каждого болта необходимо производить до прекращения вращения гайки. После удаления сборочных пробок и замены их болтами последние должны быть затянуты на момент закручивания 800 Н × м.
2.2. Для контроля угла поворота гаек необходимо на них и выступающие концы болтов нанести метки совмещенным кернером (см. черт.) или краской.
Совмещенный кернер

1 — кернер; 2 — гайка; 3 — высокопрочный болт; 4 — пакет
2.3. Окончательную затяжку производят гайковертом, отрегулированным на момент закручивания 1600 Н × м, при этом гайка должна повернуться на угол, указанный в таблице.
3. Тарировка гайковертов по углу поворота гайки
3.1. Тарировку гайковертов следует выполнять на специальном тарировочном пакете, состоящем из трех тел с количеством отверстий не менее 20.
В отверстия тарировочного пакета вставляют высокопрочные болты и затягивают их гайковертом до момента прекращения вращения гайки. Группу болтов (тарировочные болты) в количестве не менее 5 шт. не затягивают.
Тарировочные болты должны быть затянуты вручную монтажным ключом с длиной рукоятки 0,3 м до отказа (исходное положение).
3.2. На подготовленных тарировочных болтах производят тарировку гайковерта.
3.3. Давление сжатого воздуха устанавливают таким, чтобы при повороте гайки на угол 180±30° из исходного положения наступал отказ гайковерта.
Давление воздуха необходимо периодически проверять.
Контроль давления воздуха следует осуществлять по манометру ГОСТ 2405-72, установленному в месте подключения шланга гайковерта к магистрали.
3.4. При тарировке гайковерта (для наблюдения за углом поворота гайки) на его сменную головку должны быть нанесены риски.
3.5. Гайковерт считают оттарированным, если угол поворота гайки в процессе натяжения всех болтов в момент отказа гайковерта равен 180±30°.
3.6. Результаты тарировки гайковерта необходимо занести в журнал тарировки гайковертов (см. обязательное приложение 8).
3.7. В случае изменения давления сжатого воздуха после устранения неисправности в гайковерте необходимо произвести контрольную тарировку.
ПРИЛОЖЕНИЕ 3
Оборудование поста огневой очистки
|
Наименование оборудования |
Краткая техническая характеристика |
|
Горелка ГАО-60, ГАО-2-72 ГОСТ 17357-71 (1 шт.) |
Широкозахватная, многопламенная, ширина захвата 100 мм. |
|
Баллоны с кислородом (3 шт.) |
|
|
Баллоны с ацетиленом (2 шт.) |
|
|
Редуктор баллонный кислородный ДКД15-65 или РКД-15-81 |
Максимальное избыточное давление на входе — 1962 × 10 4 Па; рабочее избыточное давление — 78,48 × 10 4 Па; пропускная способность при максимальном давлении — 23 м 3 /ч |
|
Редуктор баллонный ацетиленовый РД-2АМ, ДАП-1-65 |
Максимальное избыточное давление на входе — 245,25 × 10 4 Па; рабочее избыточное давление — от 0,981 × 10 4 Па до 14,715 × 10 4 Па; пропускная способность — 5 м 3 /ч |
|
Резинотканевые рукава для подачи кислорода (ГОСТ 9356-75) внутренним диаметром 9,0, наружным — 18 мм |
Рабочее избыточное давление 147,15 × 10 4 Па |
ПРИЛОЖЕНИЕ 4
Оборудование, механизмы и инструменты, применяемые для обработки контактных поверхностей, соединяемых элементов и натяжения высокопрочных болтов
Уровни вибрации электрических и пневматических шлифовальных ручных машин и гайковертов (табл. 1) не превышают установленных в ГОСТ 16519-79 (СТ СЭВ 716-77) и ГОСТ 12.1.012-78.
Таблица 1
|
Наименование |
Марка, стандарт |
Назначение |
|
Электрические ударные ручные гайковерты |
Для затяжки высокопрочных болтов при монтажно-сборочных работах |
|
|
Пневматические ударные ручные гайковерты |
ГОСТ 15150-69 ГОСТ 10210-74 |
|
|
Ключи гаечные |
Для предварительной сборки соединений |
|
|
Электрические шлифовальные ручные машины |
Для зачистных работ |
|
|
Электрические угловые шлифовальные ручные машины |
||
|
Пневматические зачистные ручные машины |
Для очистки металлических поверхностей от ржавчины и окалины |
|
|
Горелки газовые |
ГОСТ 17357-71 |
Для обработки контактных поверхностей |
Уровни шума электрических и пневматических шлифовальных ручных машин и гайковертов не превышают установленных в ГОСТ 12.1.003-76. Вибрационные параметры и шумовые характеристики электрических и пневматических ручных машин, применяемых при обработке контактных поверхностей соединяемых элементов и для натяжения высокопрочных болтов, приведены соответственно в табл. 2 и 3.
Таблица 2
Вибрационные параметры
|
Логарифмические уровни значений виброскорости, дБ |
||||||||
Таблица 3
Шумовые характеристики
|
Среднегеометрические частоты октановых полос, Гц |
||||||||
|
Уровень звуковой мощности, дБ |
||||||||
Состав клеефрикционного покрытия
|
Наименование |
Способ приготовления |
|
|
Эпоксидно-полиамидный клей |
Эпоксидная смола ЭД-20 по ГОСТ 10587-76 (100 мас. ч) |
В эпоксидную смолу вводят отвердитель и ускоритель; полученная смесь тщательно перемешивается |
|
Отвердитель И-5М (И-6М) по ВТУ ОП-2382-65-60 (50 мас. ч) Ускоритель УП-606-2 по МРТУ 6-09-6101-69 (2 — 3 мас. ч) |
||
|
Абразивный материал |
Карборундовый порошок марки КЗ или КЧ |
|
|
Растворитель |
Ацетон по ГОСТ 2768-79 |