Основные крепежные изделия
Рисунок 1.
Виды крепежных изделий
резьбовых соединений различных конструкций:
а) болт, гайка и шайба; б) винт;
в) шпилька, гайка и шайба; г) винт, вставка и шайба
Среди резьбовых деталей наиболее распространены следующие основные :
- винты (в том числе и ),
- вставки ,
Под болтом (рисунок 1, а) или винтом (рисунок 1, б) понимают стержень с головкой и одним резьбовым концом.
Основные крепежные изделия
Изучение химической, макроскопической и изгибной прочности титановых пластин и винтов, используемых при жесткой внутренней фиксации. Были проведены следующие анализы: химический состав, с помощью спектроскопии энергетической дисперсии и атомно-эмиссионной спектроскопии, макроскопический, с помощью стандартизированных мер и прочности на изгиб. Полученные результаты позволяют сделать вывод о том, что национальные марки представили более низкое поведение в отношении стандартизации размеров пластин и винтов, оцененных, влияющих на результаты испытаний на изгиб, для которых они вели себя одинаково.
Винт — крепёжное изделие , имеющее стержень с наружной резьбой и головкой. Винт соединяется с гайкой или крепёжным отверстием.

Рисунок 2.
Винты классифицируются по назначению на два типа:
- крепёжные винты, применяющиеся для разъёмного соединения деталей (например, для разъёмных трубопроводов);
- установочные виты, использующиеся для взаимной фиксации деталей.
Болт является крепёжным изделием, имеющим стержень с наружной резьбой на одном конце и головку — на другом. Болт образует соединение при помощи гайки или резьбового отверстия в соединяемом изделии. В отличие от винта, болт обязательно имеет головку для передачи крутящего момента.
Термин «внутренняя фиксация» используется для обозначения стабилизации перелома или остеотомии с устройством, находящимся в прямом контакте с костной структурой, и может быть получен с помощью стальной проволоки, винтовой или пластинчатой и винтовой ассоциации. Он называется жестким, когда устройство иммобилизации рядом с костной структурой позволяет выполнять функцию органа во время восстановления кости. Если невозможно восстановить функцию или потребовать другие формы крепления, она называется нежесткой. 4.
Крепление винтами или соединение пластин и винтов является наилучшим результатом. плиты и винты, некоторые из них высокого качества, а другие изготовлены почти ремесленниками. По этой причине необходимы исследования качества этих устройств, чтобы оценить их поведение.
Шпилька (рисунок 1, в) имеет два резьбовых конца и не имеет головки.

Рисунок 3. Гайки нержавеющие.
Вставка (рисунок 1, г) представляет собой по форме винтовую пружину из проволоки ромбического сечения, завинчиваемую с натягом в резьбовое отверстие.
Для проведения этого анализа было проведено включение в химически полимеризуемую акриловую смолу пластины и винт каждой системы в соответствии с коммерческим приобретением в сумме 8 образцов. Затем полированные поверхности подвергали травлению в течение 30 секунд реагентом Кролла.
Две пластинки и два винта каждого коммерческого бренда были представлены для химического анализа для определения элементов алюминия, железа и ванадия, предоставляя субсидии для классификации в коммерчески чистом титане и титан-алюминий-ванадиевый сплав. Анализ проводился с помощью атомно-эмиссионной спектрометрии в атомно-эмиссионном спектрометре.
Гайка — крепёжное изделие с резьбовым отверстием и конструктивным элементом для передачи крутящего момента.
Шайба — крепёжное изделие отверстием, подкладываемое под гайку или головку болта или винта. Шайба служит для увеличения опорной поверхности или для предотвращения их самоотвинчивания.
В нашей стране и за рубежом разработаны стандарты на наиболее распространенные виды деталей резьбовых соединений общего назначения.
Маркировка крепёжных изделий
Измерения с цифровым суппортом выполнялись на десяти пластинах и 10 винтах каждого коммерческого бренда. В пластинах измерения проводились в шести измерениях и в четырех винтах, как показано на рисунке 2. Для каждого измерения были сделаны три измерения, а затем окончательное среднее значение было установлено.
Испытание проводили по семи пластинкам каждого товарного знака. В последнем экспонированном отверстии пластины был адаптирован ортодонтический плетеная проволока диаметром 100 мм и диаметром 0, 5 мм. Смоляной цилиндр, содержащий пластину, был установлен в металлическую втулку, прикрепленную к верхней челюсти испытательной машины. В нижней челюсти был прикреплен конец ортодонтического шнура. Для ориентации амплитуды изгиб проволока из нержавеющей стали была адаптирована к металлической втулке под углом 45 ° к втулке.
Материалы крепёжных изделий
Согласно стандарту на крепёж ГОСТ 1759.4-87 «Болты, винты и шпильки. Механические свойства и методы испытания» («Bolts, screws and studs. Mechanical properties and test methods»), механические характеристики углеродистых и легированных сталей, применяемых для изготовления болтов, винтов и гаек, а также марки стали должны соответствовать указанным в таблице 1.
Так же, как и пластины, семь винтов каждого коммерческого знака были подвергнуты испытанию на прочность на изгиб. Стальной крепежный болт из двух частей был закреплен четырьмя винтами, чтобы удерживать их вместе во время испытания. В центральной области обоих было выполнено углубление глубиной 0, 5 мм для лучшей адаптации винта.
Энергетическая дисперсионная спектрометрия. Графические представления этих анализов приведены в диаграммах 1 и где элементы символизируются настоящими пиками. Атомно-эмиссионная спектрометрия. Результат, полученный химическим анализом, показан на рис.
Таблица 1. Механические характеристики коррозионно-стойких (нержавеющих), жаропрочных, жаростойких и теплоустойчивых сталей (при нормальной температуре) для производства винтов, болтов, изготовления шпилек и гаек.
| Марка стали крепежа | предел прочности σ в, МПа | предел текучести σ т, МПа | относительное удлинение δ 5 , % | ударная вязкость, Другие оцениваемые материалы классифицируются как класс 1 в двух упомянутых стандартах. С помощью анализа химического состава, проводимого индуцированной плазменной эмиссионной спектрометрией, можно было проверить присутствие коммерчески чистого титана во всех оцененных пластинах. Лоренца, противопоказано по вероятности возникновения гальванической коррозии, поскольку это разные металлы с различными электрохимическими потенциалами, 11. Коммерчески чистый титан - это тот, у которого меньше сообщений, связанных с вредными процессами, которые вызывают разрыв локального или системного гомеостаза тканей. a H , Дж/см 2 |
|
|---|---|---|---|---|---|
| Болты | Гайки | не менее | |||
| 12Х18Н10Т | 12Х18Н9Т, 10Х17Н13М2Т | 520 | 200 | 40 | 40 |
| 20Х13 | — | 700 | 550 | 15 | 60 |
| 14Х17Н2 | 20Х13, 14Х17Н2 | 650 | 12 | 60 | |
| 10Х11Н23Т3МР 13Х11Н2В2МФ | — Х12Н22Т3МР | 900 | 550 | 8 | 30 |
| 25Х1МФ | 25Х2М1Ф 20Х1М1Ф1ТР | 750 | 10 | 30 | |
Применение бессемеровских сталей для изготовления крепежных деталей запрещено, так как такой стальной крепёж обладает повышенной хрупкостью вследствие высокого содержания фосфора и азота, поглощаемых из воздуха при продувке.
Татуировка соседних тканей является общей находкой, но нет данных о концентрации, которая вызывает побочные эффекты или даже если есть 5, 10. Нет материала, который обладает превосходными характеристиками во всех необходимых аспектах, и необходимо оценить благоприятные и противоположные точки, чтобы сбалансировать неблагоприятные последствия и те, которые приносят ожидаемые выгоды. 12 Таким же образом можно сказать, что каждый товарный знак имеет свои собственные характеристики в связи с производственным процессом, рассматривая пластины и винты со стандартом различного качества.
При жёстких требованиях к коррозионной стойкости, прочности, габаритам и массе соединения применяют крепёжные изделия из титановых и бериллиевых сплавов, высокопрочных и жаропрочных сталей и сплавов.
Покрытия крепежа
В соответствии с ГОСТ 1759.4—87 для крепёжных деталей предусмотрены покрытия и оксидные пленки (см. таблицу 2). Выбор вида покрытия для определенного материала выполняется по ГОСТу. Толщина покрытий δ (устанавливается по согласованию) выбирается в зависимости от шага резьбы в следующих пределах:
Конструкция и химический состав непосредственно влияют на значения, полученные в испытании на изгиб, как для пластин, так и для винтов 6. Таким образом, можно констатировать, что значения, полученные в этом исследовании, напрямую связаны с проектированием, стандартизацией размеров и составляющего материала. Еще один момент, который следует отметить, касается характеристики нити.
Другой элемент, который может вызвать изменение прочности на изгиб, относится к внутреннему диаметру винта, который в настоящем исследовании не оценивался. Полученные результаты продемонстрировали лучшую стандартизацию при изготовлении пластин и винтов марок, импортированных до национальных, что, безусловно, отразится на хирургической процедуре с меньшими межпозвонками из-за внутреннего материала фиксации.
- при шаге резьбы крепежа Р < 0,4 мм толщина его покрытия варьируется в пределах δ = 3 ... 6 мкм;
- при среднем шаге резьбы крепежа Р = 0,4 ... 0,8 мм толщина его покрытия составляет δ = 6 ... 9 мкм;
- при большом шаге резьбы крепёжных изделий Р > 0,8 мм толщина покрытия должна составлять δ = 9 ... 12 мкм.
Покрытия крепежа ГОСТ должны соответствовать указанным в таблице 2.
На основании полученных результатов в экспериментальных условиях этого исследования можно сделать вывод, что. Целью этого исследования было сравнить четыре системы титановых пластин и винтов, используемых для внутренней жесткой фиксации. Были проведены следующие анализы: химический анализ с использованием спектроскопии рассеяния энергии и спектроскопии атомной эмиссии, измерение размеров и испытание на изгиб. Полученные результаты позволяют сделать вывод о том, что обе бразильские системы показали низкое поведение в отношении стандартов размеров.
Таблица 2. Виды покрытий крепежа по ГОСТ
| Обозначение | Покрытие | Рабочая температура, t °C, не боле |
|---|---|---|
| 00 | Крепёж без покрытия | |
| 01 | Цинковое покрытие крепежа с хроматированием | 300 |
| 02 | Кадмиевое покрытие с хроматированием крепежных деталей | 200 |
| 03 | Многослойное медно-никелевое покрытие крепежа | 600 |
| 04 | Многослойное медно-никелево-хромовое | 600 |
| 05 | Оксидное покрытие крепежа | 200 |
| 06 | Фосфатное с промасливанием покрытие крепежных изделий | 200 |
| 07 | Оловянное покрытие крепежа | 150 |
| 08 | Медное покрытие крепежных деталей | 600 |
| 09 | Цинковое покрытие крепежа (оцинкованный крепёж) | 200 |
| 10 | Оксидное анодизационное покрытие крепежа с хроматированием | 200 |
| 11 | Оксидное из кислых растворов покрытие крепёжных изделий | 200 |
| 12 | Серебряное покрытие крепежа | 600 |
| 13 | Никелевое покрытие крепёжных изделий | 900 |
Маркировка крепёжных изделий

Анализ на изгиб показал, что бразильские системы похожи друг на друга. Медицинские приборы и услуги, т. 01, стр. 1-3. Эндоскопические имплантаты для челюстно-лицевой реконструкции. Филадельфия: Сондерс, с. 56. Жесткая фиксация краниомаксилфациального скелета.
Знания и навыки для достижения
Бостон: Баттерворт-Хайнеманн, с. 28. По окончании курса ученик знает основные правила представления собраний и частей. Он имеет базовые знания для создания конструктивного дизайна от трехмерного подхода к настройке таблицы и рационального выбора материалов и технологий реализации. Поставки преподавателя в ходе курса. Мегсон, авиационные структуры для студентов-инженеров, четвертое издание.
Рисунок 3. Маркировка болтов, шпилек, и винтов.
По ГОСТ 1759.0-87 следующие крепёжные изделия должны иметь маркировку, обозначающую класс прочности:
- винты с внутренним шестигранником и диаметром резьбы d ≥ 5 мм и
- шпильки с диаметром 12 мм и выше должны иметь маркировку, обозначающую класс прочности.
Крепёж классов прочности 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8 и 6.9 маркируется так, как это согласуют между собой потребители и .
Как проверить обучение
Лекции и занятия в классе. Устный экзамен и исполнение 20 чертежных досок и инструментов. Карты и унификация форматов, воспроизведение рисунков. Компасы, кривые, маски. Унификация типов линий и их использование, буквенные и числовые символы, практические советы Общая и историческая информация о национальных и международных агентствах стандартов. Виды: методы первого диалекта и третий диалект, метод стрельбы, конкретные взгляды, частичные виды, локальные виды, наклонные секции согласно плану в соответствии с двумя или более последовательными плоскостями, в соответствии с параллельными плоскостями, в соответствии с цилиндрической поверхностью назначенного лидера, частичными сечениями и сечениями симметричных частей, опрокинутыми участками на месте или вблизи, последовательные разделы, части, которые не анализируются, материальное представление в разделах, специальные представления, критерии представления объединенных частей, общие критерии, размеры и ссылочные строки, макет и чтение квот. ссылочных элементов и общих правил для правильного определения размеров аксонометрия.
Размеры знаков маркировки устанавливаются изготовителем крепёжных изделий. Клеймо завода и маркировочные знаки должны наноситься на головку болта или винта и на торец конца шпилек (рисунок 2). По способу нанесения маркировка болтов , шпилек и винтов может быть двух видов:
- выпуклой или
- углубленной.
Условные обозначения болтов, шпилек и винтов
Условные обозначения следующих крепёжных изделий:
Размещение нормализованных кусков. Методика для характеристики материалов: тяга, твердость, упругость. Классификация и система обозначения со ссылкой на критерии применения аэрокосмической техники для следующих материалов: стали, чугуна, медных сплавов, алюминиевых сплавов, магния, титана и композитов. чертежи. Используйте, в частности, конструкции и вместе с размерами, качественными нормами и состоянием поставки. Индикация на чертежах допусков и общих допусков. Критерии выбора допуска. Система базового вала и базовое отверстие.
Пример обозначения крепёжных изделий
Проблемы спаривания и применения: рекомендуемые пары. Допустимые серии квот и оценка полученной устойчивости к зерну. Критерии для определения определенных отклонений и допусков в цепях функциональных размеров, известных предельных значений функциональных функций или критериев для оценки устойчивости функционального состояния, обратите внимание на размерные размеры составляющих цепи. Введение в микрогеометрические и макрогеометрические ошибки. Шероховатость: определения, взаимосвязь между типом изготовления и шероховатостью.
- болтов,
- шпилек,
- винтов из углеродистых сталей классов прочности 3.6…6.9,
- гаек из углеродистых сталей классов прочности 4…8 и
- изделий из цветных сплавов —
- наименование детали,
- исполнение,
- диаметр резьбы,
- длина болта,
- мелкий шаг,
- поля допуска резьбы,
- указания о применении материала,
- класс прочности или группа,
- вид покрытия и
- номер размерного стандарта на крепёж.
Болты, шпильки и винты классов прочности 8.8, 10.9, 12.9, 14.9 и гайки классов прочности 10, 12 и 14, изделия из коррозионно- и жаростойких, жаропрочных и теплоустойчивых сталей, а также детали, материал которых не предусмотрен ГОСТ 1759.0—87, следует обозначать так же, только необходимо указать марку стали или сплава.
Индикация состояния поверхности. Геометрические допуски: общность, ссылки, графические знаки, принципы их атрибуции. Принцип максимального материала. Общая информация об упругих и эластичных типах муфт. Резьбовые соединения: определения, основные резьбовые резьбы. Правила представления и размеров винтов, гаек, болтов, резьбовых глухих отверстий. Классы оборудования и сопротивления. Неполные резьбовые и дренажные канавки для внутренней и наружной резьбы. Устройства против спонтанного разлива. Соединения валов-ступиц коническими элементами; конусности и конуса.
В обозначении крепежа не указываются:
- класс точности резьбы 3,
- крупный шаг резьбы,
- исполнение 1,
- вид покрытия 00 (крепёжные изделия без покрытия).
Пример обозначения крепёжных изделий
Обозначение болта по ГОСТ 7795-70 с диаметром 10 и длиной 60 мм с полем допуска резьбы 6g из стали 38ХА с цинковым покрытием:
Котировка и указание допусков на конические элементы; сужающиеся системы допуска; примеры приложений. Прямые силовые связи. Соединения путем затягивания колец, поперечных стежков, пробок, компенсационных колец. Подключения к клавиатуре. Вкладки. Цилиндрические и конические концы вала Цилиндрические канавки с параллельными центрированными фланцами и цилиндрическими рифленными профилями с изменяющимися сторонами Полное и упрощенное представление, допуски Упругие соединения соединений Холодные зажимы Сварочные соединения.
Вращающиеся направляющие для велосипедов: подшипники скольжения. Критерии выбора материалов. Влияние на конструкцию условий работы и смазки. Способы смазывания вращающихся направляющих скольжения. Закрытые системы. Вращающиеся направляющие роликов: подшипники качения. Общие положения, номенклатура унифицированных типов и их обозначение. Выбор типа подшипника, допуски на сцепление с сиденьями. Критерии для оценки геометрических допусков и шероховатости. Монтаж шариковых и роликовых подшипников, монтаж наклонных шарикоподшипников и конических роликов, монтаж осевых подшипников одностороннего действия и двойного действия.
- с крупным шагом резьбы (исполнение 1):
Болт M10×60.6g.38×A.88.09. ГОСТ 7795-70; - с мелким шагом резьбы (исполнение 2):
Болт 2M10×60×1.25.6g.38ХА.88.09.ГOCT 7795-70.
Заключение
Для крепежа ГОСТ 27017-86 устанавливает терминологию на различные конструктивные формы. Номенклатура крепежа, установленная стандартом, обязательна для применения во всех видах документации и литературы, использующих эти стандарты. Однако определения различных видов крепежа, установленные ГОСТом, допускается дополнять, вводя в них производные признаки и характеристики крепёжных изделий, раскрывая значение используемых в них терминов, указывая объекты, входящие в объём определяемого понятия.
Список литературы
- Иосилевич Г. Б., Строганов Г. Б., Шарловский Ю. В. Затяжка и стопорение резьбовых соединений.. - М. : Машиностроение, 1985. - 224 c.
- Гоулд Д., Микич М. Площади контакта и распределение давлений в болтовых соединениях // Конструирование и технология машиностроения. 1972. №3... - С. 99.
- Ретшер Ф. Детали машин: в 2-х томах.. - М. : Госмашметиздат. 1933-1934г..
Получив доступ к данной странице, Вы автоматически принимаете
Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
Резьбовые крепежные детали изготовляются по соответствующим стандартам и имеют, как правило, метрическую резьбу с крупным шагом, реже с мелким.
Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материалы и покрытие.
16.1. Болты
Болт состоит из двух частей: головки и стержня с резьбой.
Условное обозначение болта : Болт 2 М 16 × 1,5. 6g × 75. 68. 09 ГОСТ 7798-70-2 – исполнение; М 16 – тип и размер резьбы; 1,5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта ι ; 68 – условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798-70 – стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
Рисунок 16.1
16.2. Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки : Гайка М 24 -6Н. 6 ГОСТ 5915-70 – шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
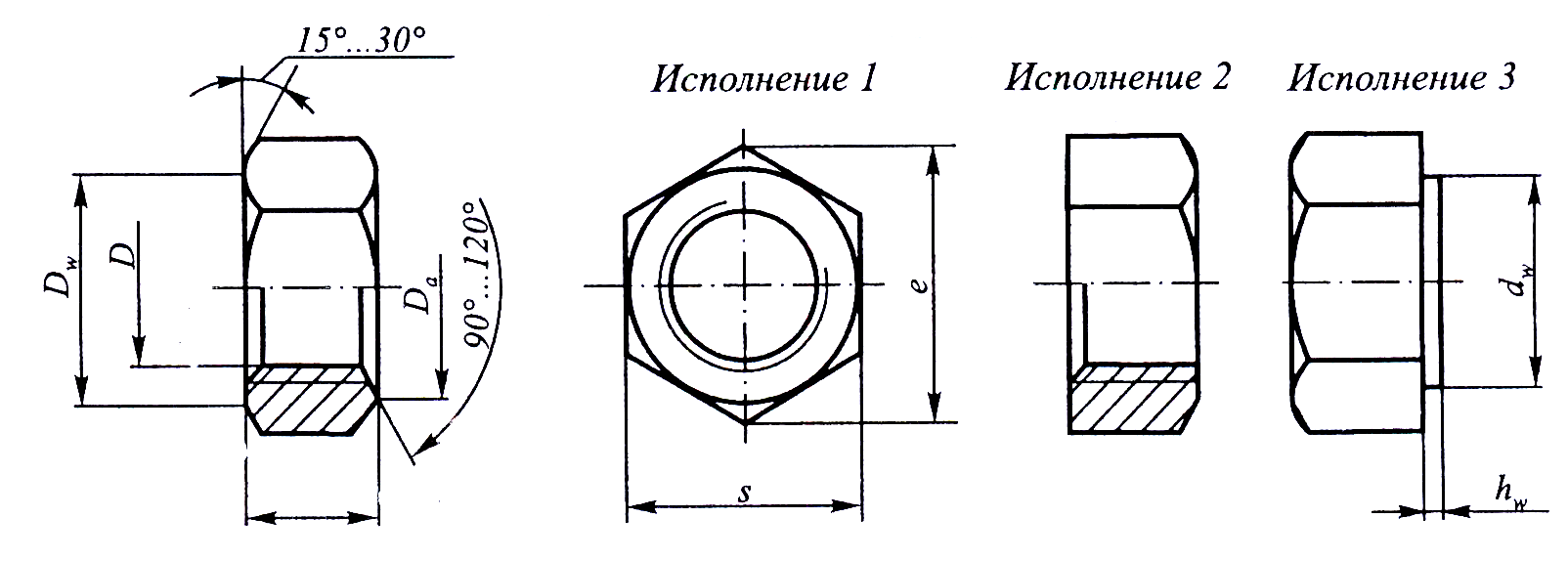
Рисунок 16.2

Рисунок 16.3 Рисунок 16.4

Рисунок 16.5
16. 3 Винты
Винтом называется резьбовый стержень, на одном конце которого имеется головка (рисунок 16.6). Головки бывают разных форм: цилиндрические, полукруглые, с потайной головкой и др.
Винты бывают двух видов – крепежные и установочные. Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке.
Условное обозначение винта : Винт А М 8 - 6 g × 50. 48 ГОСТ Р 50404-92 –
А – класс точности, М8 – диаметр резьбы, 6 g – поле допуска, 50 – длина, 48 – класс прочности.

Рисунок 16.6
16. 4 Шпильки
Шпилька применяется в тех случаях, когда у деталей нет места для размещения головки болта, или если одна из деталей имеет значительно большую толщину, тогда применять слишком длинный болт неэкономично (рисунок 16.7).
Шпилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу. Одним нарезанным концом шпилька ввинчивается в резьбовое отверстие, выполненное в одной из деталей. На второй конец с резьбой навинчивается гайка, соединяя детали.
Условное обозначение шпильки исполнения 1 : М 24-6g×80.36 ГОСТ 22032-76 – М 24 - номинальный диаметр метрической резьбы с крупным шагом; 6g – поле допуска; 80 – длина шпильки l; 36 – класс прочности.

Рисунок 16.7
ℓ-длина шпильки, ℓ 0 -длина гаечного конца, ℓ 1 -длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается: ℓ 1 =d – в деталях из стали, бронзы, латуни, титана; ℓ 1 =1,25 и 1,6 – в деталях из ковкого и серого чугуна; ℓ 1 =2d и 2,5d – в деталях из легких сплавов.