V posledných rokoch došlo k významným zmenám v navrhovaní a montáži kovových konštrukcií. Okrem použitia nových valcovaných profilov, vysokopevnostných ocelí a vylepšených výpočtov bola tendencia zväčšovať objem kovových konštrukcií s montážnymi spojmi na svorníky rôznych pevnostných tried, vrátane vysokopevnostných.
Veľké množstvo zvarov krátkej dĺžky sa stalo vážnou prekážkou mechanizácie a automatizácie zváracích procesov počas inštalácie. Skrutkové montážne spojenia umožňujú v podmienkach miesta inštalácie použitie ťažko zvárateľných vysokopevnostných ocelí v konštrukciách. Skrutkové spoje umožňujú súčasne vykonávať prácu na veľkom počte jednotiek pracovníkmi s nízkou kvalifikáciou. Efektívnosť aplikácie skrutkové spoje vzniká vo fáze návrhu a výroby montážnych celkov. Podľa Štátneho stavebného výboru ZSSR je približný objem možného použitia skrutkovaných kovových konštrukcií 60-65% z celkového objemu ocele vyrobenej v priemysle. stavebné konštrukcie. Z dôvodu nízkej technickej vybavenosti mnohých závodov na výrobu kovových konštrukcií, nízkej kvality dizajnu a mnohých ďalších dôvodov v Sovietskom zväze sa však len 15-20% konštrukcií vyrába so skrutkovými montážnymi spojmi.
Konštrukcie zariadení železnej metalurgie v posledných rokoch (okrem plechových) sú prevažne navrhované s prípojkami na skrutky s vysokou pevnosťou.
Pri kontrole inštalačných spojov na vysokopevnostných skrutkách by ste mali: Osobitná pozornosť obrátiť sa na skrutky s ultra vysokou pevnosťou dodávané priemyslom v 70-80 rokoch. s dočasnou odolnosťou 120, 135 a 155 kg/mm2. Takéto skrutky sú inštalované v mnohých štruktúrach hutníckych závodov Cherepovets, Lipetsk, Magnitogorsk a ďalších. Vďaka absencii obmedzení na hornú hranicu tvrdosti majú tieto skrutky zvýšenú schopnosť podstúpiť oneskorený krehký lom.
Najnebezpečnejšie obdobie je prvé 1-3 roky po začatí prevádzky. Skrutky „vystrelia“ bez akéhokoľvek viditeľného pôsobenia vonkajšieho zaťaženia. Vo všetkých dizajnoch posledných rokov sa dbalo na ochranu životného prostredia.
Štúdie vykonané na mnohých objektoch po mnohých rokoch prevádzky ukázali, že pokles napätia skrutiek je nevýznamný. Ale keďže v procese vykonávania inštalačné práce Je možné, že skrutky sú nedotiahnuté, potom je počas prevádzky konštrukcií potrebná náhodná kontrola napnutia inštalovaných skrutiek. Kontrola inštalačné pripojenia na skrutkách je oveľa jednoduchšie ako na zváraných spojoch, pretože pri zváraných spojoch je väčšia pravdepodobnosť skrytých defektov švov ako pri skrutkových spojoch. Hlavná metóda sledovania skrutkových spojov je vizuálna.
1. VŠEOBECNÉ USTANOVENIA
1.1. Tieto odporúčania boli vypracované v súlade s nariadením III 759 zo dňa 9.XII.1988 podľa Ministerstva hutníctva železa ZSSR a dohodou č. P47-6882 uzavretou medzi TsNIIproektstalkonstruktsiya pomenovanou po tomto. Melnikova Štátneho stavebného výboru ZSSR a Čerepoveckých železiarní a oceliarní Ministerstva železnej metalurgie ZSSR z 19. apríla 1989 a sú vypracovaním oddielu 7 priemyselného usmernenia ORD 00 00089 „Technická prevádzka oceľové konštrukcie priemyselné budovy“.
1.2. Odporúčania sa vzťahujú na vykonávanie dohľadu a technická prevádzka kovové konštrukcie budov a konštrukcie podnikov železnej metalurgie so spojmi na vysokopevnostné skrutky, navrhnuté podľa noriem ZSSR, prevádzkované v priestoroch s návrhovou teplotou do -65°C.
1.3. Pri preberaní konštrukcií so spojmi pomocou vysokopevnostných skrutiek je účasť servisného zástupcu v preberacom výbore povinná technický dozor na prevádzku budov a stavieb podniku.
1.4. Zodpovednosť za technický stav inštalačných spojov na vysokopevnostných svorníkoch je zákazkou dielne zverená inžinierskym a technickým pracovníkom dielne, ktorí musia absolvovať príslušné teoretické a praktické školenia, poznať pravidlá pre zhotovovanie spojov na vysokopevnostných skrutkách. a mať certifikát (;).
1.5. Priamu kontrolu inštalačných spojov a obnovu (opravu) musia vykonať špeciálne vyškolení odborníci s príslušnými zručnosťami a certifikáciou. Na ťažko dostupných miestach vo výške sa vykonávajú kontroly za účasti špecializovaných horolezcov.
1.6. Špecialisti na prevádzku budov a stavieb, ktorí sa priamo podieľajú na kontrole, musia absolvovať príslušné školenie, mať osvedčenie a povolenie na pobyt vo výške.
Počet špecialistov je stanovený v pomere 1 inžiniersky technik na 100 tisíc vysokopevnostných skrutiek.
1.7. Znakom trecích spojov na vysokopevnostných skrutkách je, že sily nie sú vnímané strihaním skrutiek a zrútením steny, ale trecími silami, ktoré vznikajú medzi kontaktnými povrchmi utiahnutými vysokopevnostnou skrutkou. V tomto smere je rozhodujúca hodnota napätia vysokopevnostných skrutiek a kvalita prípravy trecích plôch spájaných prvkov, ktoré sa pri kontrole sledujú. Nedostatočné napnutie vysokopevnostných skrutiek v trecích spojoch môže viesť k „skĺznutiu“ prvkov, pričom skrutky budú strihané a prvky rozdrvené. Okrem toho je možné narušenie geometrického tvaru v dôsledku vzájomného posunutia prvkov - skrutky zapadnú nerovnomerne, pretože rozdiel v priemeroch otvorov a skrutiek môže dosiahnuť 6 mm v súlade s SNiP III-18-75. tabuľky. 4 a sú možné prípady striedavého zničenia skrutiek.
1.8. Vykonané štúdie preukázali, že rozhodujúci vplyv na spoľahlivosť skrutiek majú úrovne ich mechanických vlastností (dočasná pevnosť v ťahu, relatívne predĺženie a kontrakcia, rázová húževnatosť), určené režimami tepelného spracovania.
Hlavnou z týchto charakteristík je dočasná pevnosť v ťahu riadená jej hornou hranicou. Príliš silné skrutky (označené 135 a 155), ktoré majú zvýšenú tvrdosť, sú náchylné na oneskorené krehké zlyhanie a vyžadujú starostlivejšie sledovanie a častejšiu kontrolu spoja.
2. MATERIÁLY, VÝROBKY A PODMIENKY NA ICH POUŽITIE
2.1. Na spojenie prvkov oceľových stavebných konštrukcií sa používajú vysokopevnostné skrutky, matice a podložky vyrobené v súlade s požiadavkami GOST 22353-77 ÷ 22356-77 alebo TU 14-4-1345-85 a skrutky normálnej pevnosti v súlade s s GOST 1759-70 (obr. 1) .
3.10. Ak je potrebné skontrolovať kvalitu prípravy povrchu alebo určiť triedu pevnosti skrutiek a preštudovať pracovné výkresy, treba sa riadiť dokumentmi () uloženými v závode s osvedčením o dodaní konštrukcií.
3.11. Pri kontrole skrutkových montážnych spojov venujte zvláštnu pozornosť nasledovnému:
Zostavy na upevnenie spojok pozdĺž stĺpov (pre prítomnosť skrutiek); , (uzly 1, 2, 3,5);
Montážne uzly pre žeriavové nosníky (pre prítomnosť skrutiek a možné oslabenie ich napätia), (uzol 6);
Jednotky PPF (žeriavovo-podkrokvové väzníky), krokvové a podkrokvové väzníky veľkých rozpätí (prítomnosť skrutiek a selektívna kontrola ich napätia), ;
Uzly klietky nosníka (prítomnosť skrutiek a selektívna kontrola ich napätia), ;
Stĺpové spoje (prítomnosť skrutiek a selektívna kontrola ich napätia), .
3.12. Ak je potrebné zistiť príčiny porúch a vypracovať opatrenia na ich odstránenie, ako aj skontrolovať spojenia, možno zmluvne najať špecialistov z výskumných a projekčných organizácií.
4. TECHNOLÓGIA na obnovenie spojov
Obnova spojov na vysokopevnostných skrutkách a ich prijatie by sa malo vykonávať pod dohľadom osoby, ktorá je zodpovedná za realizáciu tohto typu pripojenia na príkaz organizácie, ktorá túto prácu vykonáva.
Personál, ktorý prešiel príslušným školením a má osvedčenie o prijatí na špecifikovanú prácu, môže vykonávať spojenia s vysokopevnostnými skrutkami.
Technologický postup na vytváranie spojov pomocou vysokopevnostných skrutiek pri obnove zostáv bez nich kompletná demontáž zahŕňa nasledujúce operácie:
Príprava vysokopevnostných skrutiek, matíc a podložiek;
Montáž spojov;
Napätie;
Prevzatie a utesnenie spojov.
Výsledné skrutky musia byť označené s uvedením pevnosti v ťahu v kgf/mm 2 a značkou výrobcu.
Každá séria skrutiek musí byť dodaná s certifikátom, ktorý musí obsahovať:
Číslo certifikátu;
Názov výrobcu;
Symbol produktu so symbolom tepelného čísla a čísla šarže;
Výsledky vykonaných testov;
Koeficienty skrútenia;
Cista hmotnost.
4.1. Príprava vysokopevnostných skrutiek, matíc a podložiek
4.1.1. Technologický postup prípravy kovania zahŕňa odkonzervovanie, čistenie od nečistôt a hrdze, závitovanie odmietnutých skrutiek a matíc a nanášanie maziva.
4.1.2. Existujú dva spôsoby spracovania hardvéru. Hardware je umiestnený v mriežkovej nádobe (pre malé objemy - vo vedre s vyrazenými otvormi); Prevarte vodu v čistom sude, ak je to možné, s umývacím roztokom alebo domácim pracím prostriedkom. Vedro sa ponorí do vody a varí sa 10-15 minút. Potom, keď voda vytečie, hardvér sa spustí na 1-2 minúty do nádoby so zmesou benzínu (85%) a minerálny olej zadajte "autol" (15%) a potom odstráňte. Benzín sa zo zahriateho hardvéru rýchlo vyparuje a olej zostáva na povrchu vo forme tenkého filmu. Táto metóda zabezpečuje vyrovnanie súčiniteľa zákrutu na 0,18.
4.1.3. Koeficient utiahnutia sa zníži na 0,12 a stabilizuje sa voskovaním matíc. Po vyčistení hardvéru pomocou vyššie uvedenej technológie sa do kúpeľa s roztaveným parafínom (namočeným na 10-15 minút) vložia iba matice, matice sa odstránia a prebytočný parafín sa nechá odtiecť a ochladí sa na teplotu okolia.
4.2. Montáž spojov pomocou skrutiek s vysokou pevnosťou, ak je potrebná úplná demontáž spojov
Ak je potrebné spoje úplne rozobrať, konštrukčné zaťaženie by sa malo odstrániť podľa špeciálne vyvinutého projektu a zostava by sa mala obnoviť pomocou nasledujúcej technológie:
4.2.1. Technologický proces montáže spojov zahŕňa:
Kontrola konštrukcií a kontrola ich súladu s požiadavkami projektu a kapitoly SNiP III-18-75 (z hľadiska presnosti výroby konštrukcií);
Zarovnanie otvorov a upevnenie prvkov a spojovacích častí v konštrukčnej polohe pomocou montážnych hmoždiniek (10% z počtu otvorov, ale nie menej ako 2 ks);
Inštalácia vysokopevnostných skrutiek do otvorov bez zátok;
Kontrola geometrických rozmerov montovaných konštrukcií;
Pevne utesnite vrecko;
Napnutie dodaných vysokopevnostných skrutiek na silu špecifikovanú v projekte;
Odstránenie zátok, umiestnenie vysokopevnostných skrutiek do uvoľnených otvorov a ich napnutie na konštrukčnú silu.
4.2.2. Rozdiel v hrúbke prvkov pokrytých krycími vrstvami, určený pred inštaláciou krycích vrstiev pomocou pravítka a spáromeru, by nemal presiahnuť 0,5 mm.
4.2.3. Ak je rozdiel medzi rovinami spájaných dielov od 0,5 do 3 mm, aby sa zabezpečil hladký ohyb ostenia, musí byť okraj vyčnievajúceho dielu zahladený brúsnym kameňom vo vzdialenosti do 30 mm. od okraja časti so sklonom nie strmším ako 1:10. Ak je rozdiel medzi rovinami väčší ako 3 mm, mali by sa použiť rozpery. Použitie tesnení musí byť dohodnuté s projekčnou organizáciou.
4.2.4. Dĺžky použitých skrutiek sa vyberajú v závislosti od hrúbky balenia ().
4.2.5. Pri vŕtaní otvorov do prvkov s opracovanými povrchmi by sa nemali používať chladiace kvapaliny obsahujúce olej.
4.2.6. Spoje by sa mali ihneď namontovať pomocou vysokopevnostných skrutiek a zátok. Použitie iných skrutiek ako montážnych skrutiek je zakázané.
4.2.7. Každá skrutka je inštalovaná v spojení s dvoma vysokopevnostnými podložkami (jedna je umiestnená pod hlavou skrutky, druhá pod maticou).
4.2.8. Matice utiahnuté na konštrukčný krútiaci moment nie sú zaistené ničím dodatočným.
4.2.9. Pri inštalácii vysokopevnostných skrutiek musia byť matice voľne (ručne) naskrutkované pozdĺž závitov. V opačnom prípade by mala byť matica alebo skrutka vymenená a odmietnuté skrutky a matice by mali byť odoslané na opätovné spracovanie.
4.3. Napnutie vysokopevnostných skrutiek s nastavením krútiaceho momentu
4.3.1. Táto metóda je založená na meraní krútiaceho momentu aplikovaného na hlavu matice alebo skrutky, keď sa dosiahne konštrukčná axiálna sila v hriadeli skrutky. Požadovaná hodnota krútiaceho momentu je určená vzorcom:
Kde R- špecifikovaná napínacia sila skrutky, kgf;
d- menovitý priemer skrutky, m;
TO- koeficient skrútenia, ktorý sa rovná 0,18 pre všetky typy skrutiek dodávaných v súlade s GOST 22353-77 - GOST 22356-77 a spracovaný podľa navrhovanej technológie v článku 3.1.2 a rovný 0,12 pri spracovaní podľa článku 3.1.3 . Koeficient skrútenia podľa certifikátu sa pri výpočtoch nezohľadňuje.
4.3.2. Keď je počet skrutiek v zostave do 10-15 ks. a na ťažko dostupných miestach je možné skrutky utiahnuť momentovými kľúčmi v jednom kroku (funkcia kľúča).
4.3.3. Krútiaci moment prenášaný kľúčom by sa mal zaznamenávať, keď sa kľúč pohybuje v smere, ktorý zvyšuje napätie. Uťahovanie robte plynulo, bez trhania.
4.3.4. Momentové kľúče musia byť očíslované a kalibrované.
Kľúče môžu byť vyrobené buď v špecializovanej továrni alebo vo vlastnej réžii. Kalibrácia by sa mala vykonať na začiatku zmeny.
4.3.5. Odchýlka skutočného krútiaceho momentu od vypočítaného by nemala presiahnuť 20 %.
4.3.6. Nedostatočné utiahnutie skrutiek je zakázané.
tabuľka 2
|
Pevnosť v ťahu MPa (kgf/cm²) |
Priemer skrutky, mm |
Zvýšenie napätia skrutiek, kN (tf) |
Krútiaci moment, Nm (kgf.m) |
|
|
K = -0,18 |
K = 0,12 |
|||
|
1100 (110) |
121 (12,1) |
349 (35) |
232 (23) |
|
|
188 (18,8) |
677 (68) |
451 (45) |
||
|
233 (23,3) |
922 (92) |
615 (62) |
||
|
271 (27,1) |
1170(117) |
780 (78) |
||
|
353 (35,3) |
1714(171) |
1144 (114) |
||
4.4. Kalibrácia momentových kľúčov
4.4.1. Momentové kľúče sa kalibrujú zavesením bremena danej veľkosti na rukoväť kľúča alebo pomocou špeciálnych kalibračných stojanov.
4.4.2. Podľa prvej metódy by sa mala kalibrácia vykonať v nasledujúcom poradí:
Momentový kľúč zaveste na šesťhranný tŕň alebo na utiahnutý vysokopevnostný svorník tak, aby jeho rukoväť bola vo vodorovnej polohe (). Na pevný bod na konci kľúča zaveste hmotu R(kg)
![]()
Kde l- vzdialenosť od ťažiska bremena k osi tŕňa alebo svorníka;
M 3- vypočítaný krútiaci moment;
ΔМ 3- krútiaci moment hmotnosti kľúča, ktorý sa rovná súčinu hmotnosti kľúča a vzdialenosti od ťažiska kľúča k osi tŕňa alebo skrutky.

Ryža. 2 Kalibrácia momentové kľúče
Keď je bremeno zavesené, údaj sa preberá zo záznamového zariadenia kľúča. Opakujte meranie 2-3 krát, kým sa nedosiahne stabilný výsledok. Zaznamenajte výsledky kalibrácie do denníka.
4.5. Prevzatie a utesnenie spojov s výhradou ich úplnej demontáže
4.5.1. Bez ohľadu na spôsob napínania musí inšpektor v prvom rade vykonať vonkajšiu kontrolu všetkých dodaných vysokopevnostných skrutiek a uistiť sa, že všetky skrutky majú ustálené označenie, pod všetkými hlavami a maticami sú nainštalované podložky; časti skrutiek vyčnievajúce za maticu majú aspoň jeden závit závitu nad maticou a dva závity pod maticou; zostavená jednotka nesie značku tímu, ktorý túto prácu vykonal ().
4.5.2. Počet skrutiek v zostave, ktoré podliehajú kontrole, je uvedený v tabuľke. 3.
Tabuľka 3
4.5.3. Ak výsledky kontroly nespĺňajú požiadavky ustanovenia 3.5.1. pre aspoň jednu skrutku sa kontroluje dvojnásobný počet skrutiek. Ak sa v tomto prípade zistí chybná skrutka, skontrolujú sa všetky skrutky tohto spojenia.

4.5.4. Výsledky kontroly, bez ohľadu na metódu napätia, sa musia zapísať do špeciálneho denníka ().
4.5.5. Za kvalitu montáže skrutiek zodpovedá výrobca.
4.5.6 Tesnosť zväzku balíka sa kontroluje hrúbkovou sondou. 0,3 mm oproti utiahnutej skrutke v oblasti ohraničenej podložkou. Sonda by nemala prechádzať medzi zmontovanými dielmi do oblasti ohraničenej podložkou (neskôr vytvorenou podložkou).
4.5.7. Na každom spojení je spravidla jadrom označená značka tímu, ktorý spojenie vykonal, a osoby, ktorá vykonala kontrolu. Číslo značky je priradené na základe objednávky jednotke, ktorá vykonáva pripojenia. Ak sú skrutky pripravené voskovaním, vedľa značky sa umiestni písmeno „P“.
4.5.8. Po prijatí spojenia inšpektorom musia byť všetky spoje pozdĺž obrysu natreté základným náterom. Ak v návrhu projektu nie je značka základného náteru, je povolené použiť primery FL-03K, GF-021 s prídavkom suchého pigmentu do konzistencie, ktorá zabraňuje zatekaniu základného náteru do vrecka.
4.5.9. Nástroje na napínanie skrutiek a prípravu povrchov sa prijímajú v súlade s „Pokynmi na používanie súpravy nástrojov na inštaláciu skrutiek s vysokou pevnosťou“. MMSS ZSSR Moskva 1985 ().
4.6. Napnutie skrutiek na základe uhla natočenia matice
4.6.1. Pri malých objemoch prác je možné nastavenie napínacej sily skrutiek na základe uhla natočenia matice ručným nástrojom na skrutky s priemerom 20, 22 a 24 mm, s hrúbkou balenia do 140 mm a počet teliesok v balení do 7.
4.6.2. Skrutky sa napínajú v nasledujúcom poradí:
Utiahnite všetky nainštalované skrutky pomocou montážneho kľúča s dĺžkou rukoväte 300 mm; (počiatočná poloha);
Značky sa nanášajú na matice a vyčnievajúce časti skrutiek farbou alebo kriedou;
Matice utiahnuté do pôvodnej polohy skrutiek sú otočené v uhle 180° ± 30°;
Napnutie je možné vykonať pomocou akéhokoľvek dostupného kľúča.
4.6.3. Kontrola napnutia sa vykonáva iba uťahovacím momentom.

Ryža. 4 Napnutie skrutiek na základe uhla natočenia matice
5. technológia na OBNOVU INŠTALÁČNYCH SPOJOV kovových konštrukcií VYROBENÝCH NITMI. VLASTNOSTI VYTVÁRANIA Skrutkovaných nitových spojov
5.1. Spojenie skrutka-nit nie je nezávislý druh inštalačné spoje, ale zavádzajú sa v procese výmeny chybných nitov za vysokopevnostné skrutky pri opravách alebo s cieľom zvýšiť odolnosť spojov nitovaných oceľových stavebných konštrukcií.
5.2. Priemery skrutiek s vysokou pevnosťou by sa mali brať podľa tabuľky. 4
Tabuľka 4
5.3. Pri výmene chybných nitov je neprijateľné vytvárať také zmiešané skrutkové spojenia, v ktorých sú skrutky umiestnené iba na jednej strane pozdĺžnej osi symetrie konštrukčného prvku. Preto súčasne s chybným je potrebné vymeniť symetricky umiestnené bezchybné nity.
5.4. Odstránenie hláv nitov a vyrazenie tyče sa vykonáva v nasledujúcom poradí (obr. 5);
Na hlave nitu, ktorý sa má odstrániť, sú vytvorené vzájomne kolmé štrbiny, aby vytvorili štvoruholník v strede hlavy s veľkosťou uhlopriečky menšou ako je priemer tyče. Hĺbka štrbiny je o 1-2 mm menšia ako výška hlavy;
Po vytvorení zárezov na hlave nitu sa tyč spolu s časťou hlavy v tvare štvoruholníka vyrazí z otvoru vo vrecku.

Ryža. 5 Spôsob odstraňovania nitov
5.5. Nitovacie tyče sa vyrazia tepelne upravenými (40-45 jednotiek) kužeľovými tŕňmi s priemerom o 0,5 mm menším ako je priemer otvorov.
5.6. Nity, ktoré sa majú odstrániť, musia byť rozptýlené po celom spojovacom poli. Súčasné odstraňovanie dvoch alebo viacerých susedných nitov je zakázané. Medzi otvormi musia byť aspoň dva nity (vrátane vysokopevnostných skrutiek utiahnutých na konštrukčný krútiaci moment).
5.7. Ak sú otrepy, otvory sa vyčistia vrtákom s priemerom rovným priemeru nitov. Pri vŕtaní otvorov nepoužívajte chladiace kvapaliny.
5.8. Otrepy okolo otvorov sa odstraňujú brúsnym kameňom pripevneným na hriadeľ pneumatického alebo elektrického stroja.
5.9. Príprava vysokopevnostných skrutiek, ich inštalácia do konštrukcie a napnutie by sa mali vykonávať ako pri konštrukcii trecích spojov.
5.10. Iné spôsoby odstraňovania nitov sú povolené na zabezpečenie štrukturálnej integrity a ich fixácie počas obdobia výmeny nitov za skrutky.
Príloha 1
Revízny denník pre spoje kovových konštrukcií s vysokopevnostnými skrutkami
|
Nie |
dátum |
Schéma jednotky s umiestnením vysokopevnostných skrutiek (číslo výkresu KVD a názov (značka) jednotky) |
Počet kontrolovaných skrutiek, ks. |
Indikácia krútiaceho momentu, kg. m |
Chyby vysokopevnostných skrutiek |
Metóda odstraňovania defektov |
Poznámka, celé meno, podpis kontrolóra |
Značka na odstránenie defektu |
Dodatok 2
Dĺžky skrutiek v závislosti od hrúbky stláčaného zväzku
|
Dĺžka skrutky, mm |
Hrúbka obalu v spojení s vysokopevnostnými skrutkami s priemerom, mm |
||||||||
|
8-20 |
6-17 |
||||||||
|
13-25 |
11-22 |
7-20 |
|||||||
|
18-30 |
16-27 |
12-25 |
8-24 |
||||||
|
23-35 |
21-32 |
17-30 |
13-29 |
10-24 |
|||||
|
28-40 |
26-37 |
22-35 |
18-34 |
15-29 |
9-27 |
||||
|
33-45 |
31-42 |
27-40 |
23-39 |
20-34 |
14-32 |
10-27 |
|||
|
38-50 |
36-47 |
32-45 |
28-44 |
25-39 |
19-37 |
15-32 |
|||
|
43-55 |
41-53 |
37-50 |
33-49 |
30-44 |
24-42 |
20-37 |
|||
|
48-60 |
46-57 |
42-55 |
38-54 |
35-49 |
29-47 |
25-42 |
14-36 |
||
|
53-65 |
51-62 |
47-60 |
43-59 |
40-54 |
34-52 |
30-47 |
19-41 |
||
|
58-70 |
56-67 |
52-65 |
48-64 |
45-59 |
39-57 |
35-52 |
24-46 |
||
|
63-75 |
61-72 |
57-70 |
53-69 |
60-64 |
44-62 |
40-57 |
29-51 |
19-44 |
|
|
68-80 |
66-77 |
62-75 |
58-74 |
55-69 |
49-67 |
45-62 |
34-56 |
24-49 |
|
|
73-85 |
71-82 |
67-80 |
63-79 |
60-74 |
54-72 |
50-67 |
39-61 |
29-54 |
|
|
78-90 |
76-84 |
72-85 |
68-84 |
65-79 |
59-77 |
55-72 |
44-66 |
34-59 |
|
|
88-100 |
86-97 |
82-95 |
78-94 |
75-89 |
69-87 |
65-82 |
54-76 |
44-69 |
|
|
98-110 |
96-107 |
92-105 |
88-104 |
85-99 |
79-97 |
75-92 |
64-86 |
54-79 |
|
|
108-120 |
106-117 |
102-115 |
98-114 |
95-109 |
89-107 |
85-102 |
74-96 |
64-89 |
|
|
112-130 |
110-127 |
106-125 |
102-124 |
99-119 |
93-117 |
89-112 |
75-106 |
68-99 |
|
|
122-140 |
120-137 |
116-135 |
112-134 |
109-129 |
103-127 |
99-122 |
88-116 |
78-109 |
|
Dodatok 3
ZOZNAM DOKLADOV, KTORÉ JE POTREBNÉ POSKYTNÚŤ PRI DODÁVKE NAINŠTALOVANÝCH KOVOVÝCH KONŠTRUKCIÍ S PRIPOJENÍM NA VYSOKÉ BRZDOVÉ SKRUTY (MEDZIPRODUKTNÉ PREBERANIE)
1. Osvedčenie o prevzatí kovových konštrukcií.
2. Protokol montážnych prác.
3. Záznam o inštalácii vysokopevnostných skrutiek.
4. Kalibračný protokol pre rázové a momentové kľúče.
5. Zápisník na prípravu skrutiek s vysokou pevnosťou (alebo záznam v denníku na inštaláciu skrutiek s vysokou pevnosťou) o metódach prípravy hardvéru s uvedením akceptovaného koeficientu krútiaceho momentu.
6. Kópia príkazu inštalačnej organizácie o vymenovaní zodpovedných vykonávateľov za vytváranie spojení s vysokopevnostnými skrutkami a inšpektormi s uvedením čísel - značiek pridelených vykonávateľom a inšpektorom.
7. Súbor výkresov CM so všetkými opravami a zmenami vykonanými projekčnou organizáciou.
8. Súbor konštrukčných technických výkresov s pečiatkou „Výkonný výkres“ a podpisom hlavného inžiniera montážnej organizácie.
9. Certifikát na dodané kovové konštrukcie.
10. Kópia certifikátu pre vysokopevnostné skrutky, matice a podložky.
Dodatok 4
ZOZNAM TECHNICKEJ DOKUMENTÁCIE ZA PREVÁDZKOVÉ OBDOBIE.
1. Osvedčenie o technickej dodávke.
2. Certifikáty pre konštrukcie, skrutky, zváracie materiály atď.
3. Výkresy skutočného stavu KM a KVD.
5. Kontrolný denník spojov kovových konštrukcií s vysokopevnostnými skrutkami ().
Dodatok 5
ZOZNAM MATERIÁLOV, NÁSTROJOV A ZARIADENÍ POTREBNÝCH PRI KONTROLE PODMIENOK INŠTALÁCIE PRIPOJENÍ NA VYSOKO PEVNOSTNÝCH SKRUTKOV
1. Momentový kľúč KTR-3 so sadou skúšobných závaží s hmotnosťou 10-20 kg v množstve 3-6 kusov.
2. Sada sond (0,1 mm; 0,3 mm; 1 mm).
3. Dláto, kladivo.
4. Píla na železo s čepeľami (na výmenu chybných nitov) alebo brúska.
5. Montážne tŕne.
6. Skúšobné kladivo 0,3-0,4 kg s násadou 600 mm.
7. Sada inštalačných kľúčov.
8. Sada skrutiek s maticami a podložkami.
9. Mriežkové kontajnery a kontajnery na prípravu hardvéru.
10. Štetcom, farbou.
11. Ďalekohľad.
12. Lupa.
13. Bezpečnostný pás.
14. Ochranná prilba.
15. Overaly.
Dodatok 6
Pracovné výkresy kľúča KTR-3

Momentový kľúč KTR-3 (ovládanie)
1 - hlavica páky; 2 - bar; 3 - jazyk privarený k tyči; 4 - rukoväť; 5 - držiak na upevnenie indikátora; 6 - číselník ICH-10 GOST 577-60.

stôl 1
Špecifikácia
|
formát |
zónu |
pozíciu |
Označenie |
názov |
Poznámka |
|
|
Zváranie a montáž |
||||||
|
Podrobnosti: |
||||||
|
Kľúčová páka |
09G2S |
|||||
|
Šéf 40*20*20 |
St3 |
|||||
|
Dôraz |
St3 |
|||||
|
puzdro |
St3 |
|||||
|
Skrutka M6*14 s podložkou |
GOST 7758-82 |
|||||
|
Indikátor 0-10 mm |
||||||
|
držiak |
St3 |
|||||
|
Skrutka M6*25 s maticou a podložkou |
GOST 7798-82 |
|||||
|
Ф12*6 Puzdro pre skrutku M6 |
St3 |
|||||
|
Skrutka M6*12 |
GOST 1490-62 |
|||||
|
5.987.54.82.03 |
Ukončiť prílohu |
Oceľ 5 |

Poznámky:
Dĺžka dýzy v závislosti od výšky vyčnievajúcich častí spájaných prvkov je povolená l= 100÷250 mm
2. Tepelné spracovanie: kalenie, popúšťanie do 30÷40 jednotiek. H.R.C.
Koniec prílohy poz. jedenásť
Dodatok 7
IDENTIFIKÁCIA VZORKY
ministerstvo
hutníctvo ZSSR
Workshop Čerepovec: Konvertor kyslíka č. I
hutnícky
rastlina
Certifikát č. 336
Vydané Ivanovi Petrovičovi KISELEVOVI
Profesia: domový inžinier
Absolvované ŠKOLENIE prípravy povrchu, kontroly a montáže vysokopevnostných skrutiek v rámci 40 hodinového programu.
M.P. námestník hlavný inžinier
Závod /Petrov/
Príloha č.8
VZOR 40 HODINOVÉHO TRÉNINGOVÉHO PROGRAMU
1. Typy spojov v oceľových konštrukciách, vlastnosti prevádzky spojov odolných v šmyku na vysokopevnostných skrutkách - 3 hodiny.
2. Materiály, výrobky, podmienky ich použitia - 3 hodiny.
3. Technológia vytvárania spojov pomocou vysokopevnostných skrutiek
teoretické hodiny – 10 hodín.
praktické hodiny - 12 hodín.
4. Náradie a príslušenstvo - 3 hodiny.
5. Prevzatie a utesnenie spojov - 2 hodiny.
6. Technická dokumentácia skutočného vyhotovenia - 2 hodiny.
7. Bezpečnostné opatrenia - 5 hodín.
Dodatok 9
Aplikácia vysokopevnostných skrutiek v typických priemyselných konštrukciách budov Nástroj na čistenie povrchov trecích spojov. Nástroj na uťahovanie vysokopevnostných skrutiek. Skúšobný nástroj na kalibráciu rázových uťahovákov a určenie súčiniteľa krútiaceho momentu vysokopevnostných skrutiek.
ja NÁSTROJE NA ČISTENIE POVRCHU TRECÍCH KĹBOV NA VYSOKO PEVNÝCH SKRUTKÁCH
|
p/p |
názov |
Značka |
Výrobca |
|
Radiálne kovové kefy |
RV |
Kropotkinov závod montážnych a špeciálnych stavebných zariadení GlavUPP Minmontazhspetsstroy ZSSR |
|
|
Kovové koncové kefy |
TV |
||
|
Elektrické pohony pre kovové kefy |
IE-2106 |
Závod vo Vyborgu "Elektronáradie" |
|
|
IE-2009 |
|||
|
Pneumatické pohony pre kovové kefy |
IP-2015 |
Elektráreň Konakovo |
|
|
IP-2014A |
|||
|
II -21 |
Noginský experimentálny závod montážnych zariadení |
||
|
II -22 |
II. NÁSTROJ NA NAPÍNANIE Skrutiek s vysokou pevnosťou
|
p/p |
názov |
Značka |
Limitný moment kgf. m |
Výrobný závod |
|
Pneumatické rázové uťahováky |
IP-3106A |
Sverdlovsk P/O "Pnevmostroy machine" ministerstva výstavby a Dormash ZSSR |
||
|
IP-3205A |
||||
|
IP-3115 |
||||
|
IP-3122 |
||||
|
IP-3123 |
||||
|
Elektrické rázové uťahováky |
IE-3122A IE-3120A |
Rostovskoe P/0 |
||
|
"Elektrické náradie" Ministerstva výstavby a výstavby ZSSR |
||||
|
IE-3112A |
Závod Vyborg |
|||
|
"Elektrické náradie" |
||||
|
Ministerstvo výstavby a Dormash |
||||
|
Manuálny ovládací kľúč |
KPTR-150 |
Kropotkinov závod na inštaláciu a špeciálne stavebné zariadenia vedúceho UPP ministerstva ZSSR Montazhspetsstroy |
III . OVLÁDACÍ NÁSTROJ NA KALIBRÁCIU STROJOV A URČENIE Krútiaceho momentu Skrutiek s vysokou pevnosťou
|
Nie |
názov |
Značka |
Výrobca |
|
Kalibračný stojan |
STP-2000 |
Kropotkinov závod na inštaláciu a špeciálne stavebné zariadenia vedúceho UPP ministerstva ZSSR Montazhspetsstroy |
|
|
Kalibračné zariadenie |
UTB-40 |
-“- |
Dodatok 11
VÝROBCOVIA VYSOKO PEVNÝCH SKRUTKOV
1. Železiarsky a hutnícky závod.
455031, Magnitogorsk, Čeľabinská oblasť.
vyrába skrutky M16 M20 a M24.
2. Družkovský železiarsky závod
343260, Družkovka, Donecká oblasť, ul. Lenina, 3
vyrába skrutky M22, M24, M27
3. Závod mostných kovových konštrukcií pomenovaný po. E.Sh. Kozhevnikova
670007, Ulan-Ude
vyrába skrutky M22
4. Voronežský mostný závod
Voronež, 2. pošta
vyrába skrutky M22 a M24
5. Shchelkovo závod špeciálnych inštalačných produktov
"Špeciálna inštalácia z diaľky"
141100, Shchelkovo-2, Moskovský región.
vyrába skrutky M20, M22 a M24
pre dozor a technickú prevádzku inštalačných spojov na vysokopevnostných svorníkoch oceľových stavebných konštrukcií budov a stavieb Ministerstva hutníctva ZSSR
V posledných rokoch došlo k významným zmenám v navrhovaní a montáži kovových konštrukcií. Okrem použitia nových valcovaných profilov, vysokopevnostných ocelí a vylepšených výpočtov bola tendencia zväčšovať objem kovových konštrukcií s montážnymi spojmi na svorníky rôznych pevnostných tried, vrátane vysokopevnostných.
Veľké množstvo zvarov krátkej dĺžky sa stalo vážnou prekážkou mechanizácie a automatizácie zváracích procesov počas inštalácie. Skrutkové montážne spojenia umožňujú v podmienkach miesta inštalácie použitie ťažko zvárateľných vysokopevnostných ocelí v konštrukciách. Skrutkové spoje umožňujú súčasne vykonávať prácu na veľkom počte jednotiek pracovníkmi s nízkou kvalifikáciou. Účinnosť použitia skrutkových spojov sa určuje vo fáze návrhu a výroby montážnych jednotiek. Podľa Štátneho stavebného výboru ZSSR je približný objem možného použitia skrutkovaných kovových konštrukcií 60-65% z celkového objemu oceľových stavebných konštrukcií vyrobených v priemysle. Z dôvodu nízkej technickej vybavenosti mnohých závodov na výrobu kovových konštrukcií, nízkej kvality dizajnu a mnohých ďalších dôvodov v Sovietskom zväze sa však len 15-20% konštrukcií vyrába so skrutkovými montážnymi spojmi.
Konštrukcie zariadení železnej metalurgie v posledných rokoch (okrem plechových) sú prevažne navrhované so spojmi pomocou vysokopevnostných svorníkov.
Pri dohľade nad inštalačnými spojmi na skrutkách s vysokou pevnosťou by sa mala venovať osobitná pozornosť skrutkám s ultra vysokou pevnosťou dodávaným priemyslom v 70-80 rokoch. s pevnosťou v ťahu 120, 135 a 155 kg/mm2. Takéto skrutky sú inštalované v mnohých štruktúrach hutníckych závodov Cherepovets, Lipetsk, Magnitogorsk a ďalších. Vďaka absencii obmedzení na hornú hranicu tvrdosti majú tieto skrutky zvýšenú schopnosť podstúpiť oneskorený krehký lom.
Najnebezpečnejšie obdobie je prvé 1-3 roky po začatí prevádzky. Skrutky „vystrelia“ bez akéhokoľvek viditeľného pôsobenia vonkajšieho zaťaženia. Vo všetkých dizajnoch posledných rokov sa dbalo na ochranu životného prostredia.
Štúdie vykonané na mnohých objektoch po mnohých rokoch prevádzky ukázali, že pokles napätia skrutiek je nevýznamný. Ale keďže počas inštalačných prác je možné, že skrutky nemusia byť utiahnuté, je počas prevádzky konštrukcií potrebná náhodná kontrola napnutia nainštalovaných skrutiek. Kontrola skrutkových montážnych spojov je oveľa jednoduchšia ako kontrola zváraných spojov, pretože pri zváraných spojoch je väčšia pravdepodobnosť skrytých chýb zvaru ako pri skrutkových spojoch. Hlavná metóda sledovania skrutkových spojov je vizuálna.
1. VŠEOBECNÉ USTANOVENIA
1.1. Tieto odporúčania boli vypracované v súlade s nariadením III 759 zo dňa 9.XII.1988 podľa Ministerstva hutníctva železa ZSSR a dohodou č. P47-6882 uzavretou medzi TsNIIproektstalkonstruktsiya pomenovanou po tomto. Melnikova zo Štátneho stavebného výboru ZSSR a Čerepoveckých železiarní a oceliarní Ministerstva železnej metalurgie ZSSR z 19. apríla 1989 a sú vypracovaním oddielu 7 priemyselného usmernenia. ORD 00 00089"Technická prevádzka oceľových konštrukcií priemyselných budov."
1.2. Odporúčania sa vzťahujú na dozor a technickú prevádzku kovových konštrukcií budov a konštrukcií podnikov železnej metalurgie so spojmi na vysokopevnostné skrutky, navrhnuté podľa noriem ZSSR, prevádzkovaných v priestoroch s návrhovou teplotou do -65°C.
1.3. Pri preberaní konštrukcií so spojmi pomocou vysokopevnostných skrutiek musí preberací výbor zahŕňať zástupcu služby technického dozoru pre prevádzku budov a stavieb podniku.
1.4. Zodpovednosť za technický stav inštalačných spojov na vysokopevnostných svorníkoch je zákazkou dielne zverená inžinierskym a technickým pracovníkom dielne, ktorí musia absolvovať príslušné teoretické a praktické školenia, poznať pravidlá pre zhotovovanie spojov na vysokopevnostných skrutkách. a mať certifikát (;).
1.5. Priamu kontrolu inštalačných spojov a obnovu (opravu) musia vykonať špeciálne vyškolení odborníci s príslušnými zručnosťami a certifikáciou. Na ťažko dostupných miestach vo výške sa vykonávajú kontroly za účasti špecializovaných horolezcov.
1.6. Špecialisti na prevádzku budov a stavieb, ktorí sa priamo podieľajú na kontrole, musia absolvovať príslušné školenie, mať osvedčenie a povolenie na pobyt vo výške.
Počet špecialistov je stanovený v pomere 1 inžiniersky technik na 100 tisíc vysokopevnostných skrutiek.
1.7. Znakom trecích spojov na vysokopevnostných skrutkách je, že sily nie sú vnímané strihaním skrutiek a zrútením steny, ale trecími silami, ktoré vznikajú medzi kontaktnými povrchmi utiahnutými vysokopevnostnou skrutkou. V tomto smere je rozhodujúca hodnota napätia vysokopevnostných skrutiek a kvalita prípravy trecích plôch spájaných prvkov, ktoré sa pri kontrole sledujú. Nedostatočné napnutie vysokopevnostných skrutiek v trecích spojoch môže viesť k „skĺznutiu“ prvkov, pričom skrutky budú strihané a prvky rozdrvené. Okrem toho je možné narušenie geometrického tvaru v dôsledku vzájomného posunutia prvkov - skrutky zapadnú nerovnomerne, pretože rozdiel v priemeroch otvorov a skrutiek môže dosiahnuť 6 mm v súlade s SNiP III-18-75 tabuľky 4 a sú možné prípady striedavého zničenia skrutiek.
1.8. Vykonané štúdie preukázali, že rozhodujúci vplyv na spoľahlivosť skrutiek majú úrovne ich mechanických vlastností (dočasná pevnosť v ťahu, relatívne predĺženie a kontrakcia, rázová húževnatosť), určené režimami tepelného spracovania.
Hlavnou z týchto charakteristík je dočasná pevnosť v ťahu riadená jej hornou hranicou. Príliš silné skrutky (označené 135 a 155), ktoré majú zvýšenú tvrdosť, sú náchylné na oneskorené krehké zlyhanie a vyžadujú starostlivejšie sledovanie a častejšiu kontrolu spoja.
2. MATERIÁLY, VÝROBKY A PODMIENKY NA ICH POUŽITIE
2.1. Na spájanie prvkov oceľových stavebných konštrukcií sa používajú vysokopevnostné skrutky, matice a podložky vyrobené v súlade s požiadavkami GOST 22353-77 ÷ 22356-77 alebo TU 14-4-1345-85 a skrutky normálnej pevnosti podľa GOST 1759-70 (obr. 1).
3.10. Ak je potrebné skontrolovať kvalitu prípravy povrchu alebo určiť triedu pevnosti skrutiek a preštudovať pracovné výkresy, treba sa riadiť dokumentmi () uloženými v závode s osvedčením o dodaní konštrukcií.
3.11. Pri kontrole skrutkových montážnych spojov venujte zvláštnu pozornosť nasledovnému:
Zostavy na upevnenie spojok pozdĺž stĺpov (pre prítomnosť skrutiek); , (uzly 1, 2, 3,5);
Montážne uzly pre žeriavové nosníky (pre prítomnosť skrutiek a možné oslabenie ich napätia), (uzol 6);
Jednotky PPF (žeriavovo-podkrokvové väzníky), krokvové a podkrokvové väzníky veľkých rozpätí (prítomnosť skrutiek a selektívna kontrola ich napätia), ;
Uzly klietky nosníka (prítomnosť skrutiek a selektívna kontrola ich napätia), ;
Stĺpové spoje (prítomnosť skrutiek a selektívna kontrola ich napätia), .
3.12. Ak je potrebné zistiť príčiny porúch a vypracovať opatrenia na ich odstránenie, ako aj skontrolovať spojenia, možno zmluvne najať špecialistov z výskumných a projekčných organizácií.
4. TECHNOLÓGIA na obnovenie spojov
Obnova spojov na vysokopevnostných skrutkách a ich prijatie by sa malo vykonávať pod dohľadom osoby, ktorá je zodpovedná za realizáciu tohto typu pripojenia na príkaz organizácie, ktorá túto prácu vykonáva.
Personál, ktorý prešiel príslušným školením a má osvedčenie o prijatí na špecifikovanú prácu, môže vykonávať spojenia s vysokopevnostnými skrutkami.
Technologický proces spájania s vysokopevnostnými skrutkami pri obnove jednotiek bez ich úplnej demontáže zahŕňa tieto operácie:
Príprava vysokopevnostných skrutiek, matíc a podložiek;
Montáž spojov;
Napätie;
Prevzatie a utesnenie spojov.
Výsledné skrutky musia byť označené s uvedením pevnosti v ťahu v kgf/mm2 a značkou výrobcu.
Každá séria skrutiek musí byť dodaná s certifikátom, ktorý musí obsahovať:
Číslo certifikátu;
Názov výrobcu;
Symbol produktu so symbolom tepelného čísla a čísla šarže;
Výsledky vykonaných testov;
Koeficienty skrútenia;
Cista hmotnost.
4.1. Príprava vysokopevnostných skrutiek, matíc a podložiek
4.1.1. Technologický postup prípravy kovania zahŕňa odkonzervovanie, čistenie od nečistôt a hrdze, závitovanie odmietnutých skrutiek a matíc a nanášanie maziva.
4.1.2. Existujú dva spôsoby spracovania hardvéru. Hardware je umiestnený v mriežkovej nádobe (pre malé objemy - vo vedre s vyrazenými otvormi); Prevarte vodu v čistom sude, ak je to možné, s umývacím roztokom alebo domácim pracím prostriedkom. Vedro sa ponorí do vody a varí sa 10-15 minút. Potom, keď voda vytečie, hardvér sa spustí na 1-2 minúty do nádoby so zmesou benzínu (85%) a minerálneho oleja, ako je "Avtol" (15%), a potom sa vyberie. Benzín sa zo zahriateho hardvéru rýchlo vyparuje a olej zostáva na povrchu vo forme tenkého filmu. Táto metóda zabezpečuje vyrovnanie súčiniteľa zákrutu na 0,18.
4.1.3. Koeficient utiahnutia sa zníži na 0,12 a stabilizuje sa voskovaním matíc. Po vyčistení hardvéru pomocou vyššie uvedenej technológie sa do kúpeľa s roztaveným parafínom (namočeným na 10-15 minút) vložia iba matice, matice sa odstránia a prebytočný parafín sa nechá odtiecť a ochladí sa na teplotu okolia.
4.2. Montáž spojov pomocou skrutiek s vysokou pevnosťou, ak je potrebná úplná demontáž spojov
Ak je potrebné spoje úplne rozobrať, konštrukčné zaťaženie by sa malo odstrániť podľa špeciálne vyvinutého projektu a zostava by sa mala obnoviť pomocou nasledujúcej technológie:
4.2.1. Technologický proces montáže spojov zahŕňa:
Kontrola konštrukcií a overenie ich súladu s požiadavkami projektu a kapitoly SNiP III-18-75(z hľadiska presnosti výrobných štruktúr);
Zarovnanie otvorov a upevnenie prvkov a spojovacích častí v konštrukčnej polohe pomocou montážnych hmoždiniek (10% z počtu otvorov, ale nie menej ako 2 ks);
Inštalácia vysokopevnostných skrutiek do otvorov bez zátok;
Kontrola geometrických rozmerov montovaných konštrukcií;
Pevne utesnite vrecko;
Napnutie dodaných vysokopevnostných skrutiek na silu špecifikovanú v projekte;
Odstránenie zátok, umiestnenie vysokopevnostných skrutiek do uvoľnených otvorov a ich napnutie na konštrukčnú silu.
4.2.2. Rozdiel v hrúbke prvkov pokrytých krycími vrstvami, určený pred inštaláciou krycích vrstiev pomocou pravítka a spáromeru, by nemal presiahnuť 0,5 mm.
4.2.3. Ak je rozdiel medzi rovinami spájaných dielov od 0,5 do 3 mm, aby sa zabezpečil hladký ohyb ostenia, musí byť okraj vyčnievajúceho dielu zahladený brúsnym kameňom vo vzdialenosti do 30 mm. od okraja časti so sklonom nie strmším ako 1:10. Ak je rozdiel medzi rovinami väčší ako 3 mm, mali by sa použiť rozpery. Použitie tesnení musí byť dohodnuté s projekčnou organizáciou.
4.2.4. Dĺžky použitých skrutiek sa vyberajú v závislosti od hrúbky balenia ().
4.2.5. Pri vŕtaní otvorov do prvkov s opracovanými povrchmi by sa nemali používať chladiace kvapaliny obsahujúce olej.
4.2.6. Spoje by sa mali ihneď namontovať pomocou vysokopevnostných skrutiek a zátok. Použitie iných skrutiek ako montážnych skrutiek je zakázané.
4.2.7. Každá skrutka je inštalovaná v spojení s dvoma vysokopevnostnými podložkami (jedna je umiestnená pod hlavou skrutky, druhá pod maticou).
4.2.8. Matice utiahnuté na konštrukčný krútiaci moment nie sú zaistené ničím dodatočným.
4.2.9. Pri inštalácii vysokopevnostných skrutiek musia byť matice voľne (ručne) naskrutkované pozdĺž závitov. V opačnom prípade by mala byť matica alebo skrutka vymenená a odmietnuté skrutky a matice by mali byť odoslané na opätovné spracovanie.
4.3. Napnutie vysokopevnostných skrutiek s nastavením krútiaceho momentu
4.3.1. Táto metóda je založená na meraní krútiaceho momentu aplikovaného na hlavu matice alebo skrutky, keď sa dosiahne konštrukčná axiálna sila v hriadeli skrutky. Požadovaná hodnota krútiaceho momentu je určená vzorcom:
Kde R- špecifikovaná napínacia sila skrutky, kgf;
d- menovitý priemer skrutky, m;
TO- koeficient krútiaceho momentu rovný 0,18 pre všetky typy skrutiek dodávaných spoločnosťou GOST 22353-77 - GOST 22356-77 a spracované podľa navrhovanej technológie v článku 3.1.2 a rovná sa 0,12 pri spracovaní podľa článku 3.1.3. Koeficient skrútenia podľa certifikátu sa pri výpočtoch nezohľadňuje.
4.3.2. Keď je počet skrutiek v zostave do 10-15 ks. a na ťažko dostupných miestach je možné skrutky utiahnuť momentovými kľúčmi v jednom kroku (funkcia kľúča).
4.3.3. Krútiaci moment prenášaný kľúčom by sa mal zaznamenávať, keď sa kľúč pohybuje v smere, ktorý zvyšuje napätie. Uťahovanie robte plynulo, bez trhania.
4.3.4. Momentové kľúče musia byť očíslované a kalibrované.
Kľúče môžu byť vyrobené buď v špecializovanej továrni alebo vo vlastnej réžii. Kalibrácia by sa mala vykonať na začiatku zmeny.
4.3.5. Odchýlka skutočného krútiaceho momentu od vypočítaného by nemala presiahnuť 20 %.
4.3.6. Nedostatočné utiahnutie skrutiek je zakázané.
tabuľka 2
|
Pevnosť v ťahu MPa (kgf/cm²) |
Priemer skrutky, mm |
Zvýšenie napätia skrutiek, kN (tf) |
Krútiaci moment, Nm (kgf.m) |
|
4.4. Kalibrácia momentových kľúčov
4.4.1. Momentové kľúče sa kalibrujú zavesením bremena danej veľkosti na rukoväť kľúča alebo pomocou špeciálnych kalibračných stojanov.
4.4.2. Podľa prvej metódy by sa mala kalibrácia vykonať v nasledujúcom poradí:
Momentový kľúč zaveste na šesťhranný tŕň alebo na utiahnutý vysokopevnostný svorník tak, aby jeho rukoväť bola vo vodorovnej polohe (). Na pevný bod na konci kľúča zaveste hmotu R(kg)
![]()
Kde l- vzdialenosť od ťažiska bremena k osi tŕňa alebo svorníka;
M3- vypočítaný krútiaci moment;
ΔM3- krútiaci moment hmotnosti kľúča, ktorý sa rovná súčinu hmotnosti kľúča a vzdialenosti od ťažiska kľúča k osi tŕňa alebo skrutky.
Ryža. 2 Kalibrácia momentových kľúčov
Keď je bremeno zavesené, údaj sa preberá zo záznamového zariadenia kľúča. Opakujte meranie 2-3 krát, kým sa nedosiahne stabilný výsledok. Zaznamenajte výsledky kalibrácie do denníka.
4.5. Prevzatie a utesnenie spojov s výhradou ich úplnej demontáže
4.5.1. Bez ohľadu na spôsob napínania musí inšpektor v prvom rade vykonať vonkajšiu kontrolu všetkých dodaných vysokopevnostných skrutiek a uistiť sa, že všetky skrutky majú ustálené označenie, pod všetkými hlavami a maticami sú nainštalované podložky; časti skrutiek vyčnievajúce za maticu majú aspoň jeden závit závitu nad maticou a dva závity pod maticou; zostavená jednotka nesie značku tímu, ktorý túto prácu vykonal ().
4.5.2. Počet skrutiek v zostave, ktoré podliehajú kontrole, je uvedený v tabuľke. 3.
Tabuľka 3
4.5.3. Ak výsledky kontroly nespĺňajú požiadavky ustanovenia 3.5.1. pre aspoň jednu skrutku sa kontroluje dvojnásobný počet skrutiek. Ak sa v tomto prípade zistí chybná skrutka, skontrolujú sa všetky skrutky tohto spojenia.
4.5.4. Výsledky kontroly, bez ohľadu na metódu napätia, sa musia zapísať do špeciálneho denníka ().
4.5.5. Za kvalitu montáže skrutiek zodpovedá výrobca.
4.5.6 Tesnosť zväzku balíka sa kontroluje hrúbkovou sondou. 0,3 mm oproti utiahnutej skrutke v oblasti ohraničenej podložkou. Sonda by nemala prechádzať medzi zmontovanými dielmi do oblasti ohraničenej podložkou (neskôr vytvorenou podložkou).
4.5.7. Na každom spojení je spravidla jadrom označená značka tímu, ktorý spojenie vykonal, a osoby, ktorá vykonala kontrolu. Číslo značky je priradené na základe objednávky jednotke, ktorá vykonáva pripojenia. Ak sú skrutky pripravené voskovaním, vedľa značky sa umiestni písmeno „P“.
4.5.8. Po prijatí spojenia inšpektorom musia byť všetky spoje pozdĺž obrysu natreté základným náterom. Ak v návrhu projektu nie je značka základného náteru, je povolené použiť primery FL-03K, GF-021 s prídavkom suchého pigmentu do konzistencie, ktorá zabraňuje zatekaniu základného náteru do vrecka.
4.5.9. Nástroje na napínanie skrutiek a prípravu povrchov sa prijímajú v súlade s „Pokynmi na používanie súpravy nástrojov na inštaláciu skrutiek s vysokou pevnosťou“. MMSS ZSSR Moskva 1985 ().
4.6. Napnutie skrutiek na základe uhla natočenia matice
4.6.1. Pri malých objemoch prác je možné nastavenie napínacej sily skrutiek na základe uhla natočenia matice ručným nástrojom na skrutky s priemerom 20, 22 a 24 mm, s hrúbkou balenia do 140 mm a počet teliesok v balení do 7.
4.6.2. Skrutky sa napínajú v nasledujúcom poradí:
Utiahnite všetky nainštalované skrutky pomocou montážneho kľúča s dĺžkou rukoväte 300 mm; (počiatočná poloha);
Značky sa nanášajú na matice a vyčnievajúce časti skrutiek farbou alebo kriedou;
Matice utiahnuté do pôvodnej polohy skrutiek sú otočené v uhle 180° ± 30°;
Napnutie je možné vykonať pomocou akéhokoľvek dostupného kľúča.
4.6.3. Kontrola napnutia sa vykonáva iba uťahovacím momentom.
Ryža. 4 Napnutie skrutiek na základe uhla natočenia matice
5. technológia na OBNOVU INŠTALÁČNYCH SPOJOV kovových konštrukcií VYROBENÝCH NITMI. VLASTNOSTI VYTVÁRANIA Skrutkovaných nitových spojov
5.1. Skrutkové nitové spoje nie sú samostatným typom montážnych spojov, ale zavádzajú sa v procese výmeny chybných nitov za vysokopevnostné skrutky pri opravách alebo za účelom zvýšenia odolnosti spojov nitovaných oceľových stavebných konštrukcií.
5.2. Priemery skrutiek s vysokou pevnosťou by sa mali brať podľa tabuľky. 4
Tabuľka 4
5.3. Pri výmene chybných nitov je neprijateľné vytvárať také zmiešané skrutkové spojenia, v ktorých sú skrutky umiestnené iba na jednej strane pozdĺžnej osi symetrie konštrukčného prvku. Preto súčasne s chybným je potrebné vymeniť symetricky umiestnené bezchybné nity.
5.4. Odstránenie hláv nitov a vyrazenie tyče sa vykonáva v nasledujúcom poradí (obr. 5);
Na hlave nitu, ktorý sa má odstrániť, sú vytvorené vzájomne kolmé štrbiny, aby vytvorili štvoruholník v strede hlavy s veľkosťou uhlopriečky menšou ako je priemer tyče. Hĺbka štrbiny je o 1-2 mm menšia ako výška hlavy;
Po vytvorení zárezov na hlave nitu sa tyč spolu s časťou hlavy v tvare štvoruholníka vyrazí z otvoru vo vrecku.
Ryža. 5 Spôsob odstraňovania nitov
5.5. Nitovacie tyče sa vyrazia tepelne upravenými (40-45 jednotiek) kužeľovými tŕňmi s priemerom o 0,5 mm menším ako je priemer otvorov.
5.6. Nity, ktoré sa majú odstrániť, musia byť rozptýlené po celom spojovacom poli. Súčasné odstraňovanie dvoch alebo viacerých susedných nitov je zakázané. Medzi otvormi musia byť aspoň dva nity (vrátane vysokopevnostných skrutiek utiahnutých na konštrukčný krútiaci moment).
5.7. Ak sú otrepy, otvory sa vyčistia vrtákom s priemerom rovným priemeru nitov. Pri vŕtaní otvorov nepoužívajte chladiace kvapaliny.
5.8. Otrepy okolo otvorov sa odstraňujú brúsnym kameňom pripevneným na hriadeľ pneumatického alebo elektrického stroja.
5.9. Príprava vysokopevnostných skrutiek, ich inštalácia do konštrukcie a napnutie by sa mali vykonávať ako pri konštrukcii trecích spojov.
5.10. Iné spôsoby odstraňovania nitov sú povolené na zabezpečenie štrukturálnej integrity a ich fixácie počas obdobia výmeny nitov za skrutky.
Príloha 1
Revízny denník pre spoje kovových konštrukcií s vysokopevnostnými skrutkami
|
Schéma jednotky s umiestnením vysokopevnostných skrutiek (číslo výkresu KVD a názov (značka) jednotky) |
Počet kontrolovaných skrutiek, ks. |
Indikácia krútiaceho momentu, kg. m |
Chyby vysokopevnostných skrutiek |
Metóda odstraňovania defektov |
Poznámka, celé meno, podpis kontrolóra |
Značka na odstránenie defektu |
||
Dodatok 2
Dĺžky skrutiek v závislosti od hrúbky stláčaného zväzku
|
Dĺžka skrutky, mm |
Hrúbka obalu v spojení s vysokopevnostnými skrutkami s priemerom, mm |
||||||||
Dodatok 3
ZOZNAM DOKLADOV, KTORÉ JE POTREBNÉ POSKYTNÚŤ PRI DODÁVKE NAINŠTALOVANÝCH KOVOVÝCH KONŠTRUKCIÍ S PRIPOJENÍM NA VYSOKÉ BRZDOVÉ SKRUTY (MEDZIPRODUKTNÉ PREBERANIE)
1. Osvedčenie o prevzatí kovových konštrukcií.
2. Protokol montážnych prác.
3. Záznam o inštalácii vysokopevnostných skrutiek.
4. Kalibračný protokol pre rázové a momentové kľúče.
5. Zápisník na prípravu skrutiek s vysokou pevnosťou (alebo záznam v denníku na inštaláciu skrutiek s vysokou pevnosťou) o metódach prípravy hardvéru s uvedením akceptovaného koeficientu krútiaceho momentu.
6. Kópia príkazu inštalačnej organizácie o vymenovaní zodpovedných vykonávateľov za vytváranie spojení s vysokopevnostnými skrutkami a inšpektormi s uvedením čísel - značiek pridelených vykonávateľom a inšpektorom.
7. Súbor výkresov CM so všetkými opravami a zmenami vykonanými projekčnou organizáciou.
8. Súbor konštrukčných technických výkresov s pečiatkou „Výkonný výkres“ a podpisom hlavného inžiniera montážnej organizácie.
9. Certifikát na dodané kovové konštrukcie.
10. Kópia certifikátu pre vysokopevnostné skrutky, matice a podložky.
Dodatok 4
ZOZNAM TECHNICKEJ DOKUMENTÁCIE ZA PREVÁDZKOVÉ OBDOBIE.
1. Osvedčenie o technickej dodávke.
2. Certifikáty pre konštrukcie, skrutky, zváracie materiály atď.
3. Výkresy skutočného stavu KM a KVD.
5. Kontrolný denník spojov kovových konštrukcií s vysokopevnostnými skrutkami ().
Dodatok 5
ZOZNAM MATERIÁLOV, NÁSTROJOV A ZARIADENÍ POTREBNÝCH PRI KONTROLE PODMIENOK INŠTALÁCIE PRIPOJENÍ NA VYSOKO PEVNOSTNÝCH SKRUTKOV
1. Momentový kľúč KTR-3 so sadou skúšobných závaží s hmotnosťou 10-20 kg v množstve 3-6 kusov.
2. Sada sond (0,1 mm; 0,3 mm; 1 mm).
3. Dláto, kladivo.
4. Píla na železo s čepeľami (na výmenu chybných nitov) alebo brúska.
5. Montážne tŕne.
6. Skúšobné kladivo 0,3-0,4 kg s násadou 600 mm.
7. Sada inštalačných kľúčov.
8. Sada skrutiek s maticami a podložkami.
9. Mriežkové kontajnery a kontajnery na prípravu hardvéru.
10. Štetcom, farbou.
11. Ďalekohľad.
12. Lupa.
13. Bezpečnostný pás.
14. Ochranná prilba.
15. Montérky.Zváranie a montáž
Kľúčová páka
Šéf 40*20*20
Skrutka M6*14 s podložkou
GOST 7758-82
Indikátor 0-10 mm
držiak
Skrutka M6*25 s maticou a podložkou
GOST 7798-82
Ф12*6 Puzdro pre skrutku M6
Skrutka M6*12
GOST 1490-62
Ukončiť prílohu
Poznámky:
Dĺžka dýzy v závislosti od výšky vyčnievajúcich častí spájaných prvkov je povolená l= 100÷250 mm
2. Tepelné spracovanie: kalenie, popúšťanie do 30÷40 jednotiek. H.R.C.
Koniec prílohy poz. jedenásť
Dodatok 7
IDENTIFIKÁCIA VZORKY
ministerstvo
hutníctvo ZSSR
Workshop Čerepovec: Konvertor kyslíka č. I
hutnícky
rastlina
Certifikát č. 336
Vydané Ivanovi Petrovičovi KISELEVOVI
Profesia: domový inžinier
Absolvované ŠKOLENIE prípravy povrchu, kontroly a montáže vysokopevnostných skrutiek v rámci 40 hodinového programu.
M.P. námestník hlavný inžinier
Závod /Petrov/
Príloha č.8
VZOR 40 HODINOVÉHO TRÉNINGOVÉHO PROGRAMU
1. Typy spojov v oceľových konštrukciách, vlastnosti prevádzky spojov odolných v šmyku na vysokopevnostných skrutkách - 3 hodiny.
2. Materiály, výrobky, podmienky ich použitia - 3 hodiny.
3. Technológia vytvárania spojov pomocou vysokopevnostných skrutiek
teoretické hodiny – 10 hodín.
praktické hodiny - 12 hodín.
4. Náradie a príslušenstvo - 3 hodiny.


Prihlášky 10
Nástroj na čistenie povrchov trecích kĺbov. Nástroj na uťahovanie vysokopevnostných skrutiek. Skúšobný nástroj na kalibráciu rázových uťahovákov a určenie súčiniteľa krútiaceho momentu vysokopevnostných skrutiek.
I. NÁSTROJ NA ČISTENIE POVRCHU TRECÍCH KĹBOV NA VYSOKO PEVNÝCH SKRUTKÁCH
|
názov |
Výrobca |
||
|
Radiálne kovové kefy |
Kropotkinov závod montážnych a špeciálnych stavebných zariadení GlavUPP Minmontazhspetsstroy ZSSR |
||
|
Kovové koncové kefy |
|||
|
Elektrické pohony pre kovové kefy |
Závod vo Vyborgu "Elektronáradie" |
||
|
Pneumatické pohony pre kovové kefy |
Elektráreň Konakovo |
||
|
Noginský experimentálny závod montážnych zariadení |
|||
II. VYSOKO PEVNÝ NÁSTROJ NA NAPÍNANIE Skrutiek
|
názov |
Limitný moment kgf. m |
Výrobný závod |
||
|
Pneumatické rázové uťahováky |
Sverdlovsk P/O "Pnevmostroy machine" ministerstva výstavby a Dormash ZSSR |
|||
|
Elektrické rázové uťahováky |
IE-3122A IE-3120A |
Rostovskoe P/0 |
||
|
"Elektrické náradie" Ministerstva výstavby a výstavby ZSSR |
||||
|
Závod Vyborg |
||||
|
"Elektrické náradie" |
||||
|
Ministerstvo výstavby a Dormash |
||||
|
Manuálny ovládací kľúč |
Kropotkinov závod na inštaláciu a špeciálne stavebné zariadenia vedúceho UPP ministerstva ZSSR Montazhspetsstroy |
III. OVLÁDACÍ NÁSTROJ NA KALIBRÁCIU STROJOV A URČENIE Krútiaceho momentu Skrutiek s vysokou pevnosťou
Dodatok 11
VÝROBCOVIA VYSOKO PEVNÝCH SKRUTKOV
1. Železiarsky a hutnícky závod.
455031, Magnitogorsk, Čeľabinská oblasť.
vyrába skrutky M16 M20 a M24.
2. Družkovský železiarsky závod
343260, Družkovka, Donecká oblasť, ul. Lenina, 3
vyrába skrutky M22, M24, M27
3. Závod mostných kovových konštrukcií pomenovaný po. E.Sh. Kozhevnikova
670007, Ulan-Ude
vyrába skrutky M22
4. Voronežský mostný závod
Voronež, 2. pošta
vyrába skrutky M22 a M24
5. Shchelkovo závod špeciálnych inštalačných produktov
"Špeciálna inštalácia z diaľky"
141100, Shchelkovo-2, Moskovský región.
vyrába skrutky M20, M22 a M24
STP 006 -97
PODNIKOVÝ ŠTANDARD
SPOJENIA
NA VYSOKEJ PEVNOSTI Skrutiek
V KONŠTRUKCIÁCH OCEĽOVÝCH MOSTOV
CORPORATION "TRANSSTROY"
MOSKVA
1998
Predslov
1 VYVINUTÉ Výskumným centrom mostov spoločnosti JSC TsNIIS (kandidát technických vied A.S. Platonov, kandidát technických vied I.B. Roizman, inžinier A.V. Kruchinkin, kandidát technických vied M.L. Lobkov, inžinier M.M. Mesh eryakov) PREDSTAVENÉ Centrom pre vedu a techniku S. Corporation 2 PRIJATÉ A VSTUPNÉ DO PLATNOSTI Transstroy Corporation nariadením z 9. októbra 1997 č. MO-233 3 DOHODNUTÉ špecializovanými spoločnosťami Mostostroy, Transproekt Transstroy Corporation, Hlavné riaditeľstvo železníc Ministerstva železníc Ruskej federácie Federation 4 Zavedením tejto normy stráca platnosť VSN 163-69 „Návod na technológiu zhotovovania spojov na vysokopevnostných svorníkoch v oceľových mostných konštrukciách“.
| 1 oblasť použitia. 2 2 Normatívne odkazy. 2 3 Všeobecné pokyny. 3 4 Úprava styčných plôch trecích spojov. 3 Technológia pieskovania. 4 Ošetrenie plynovým plameňom. 6 Ošetrenie oceľovými kefami. 7 Tryskanie a tryskanie. 7 Tvorba adhéznych trecích povlakov. 7 5 Príprava vysokopevnostných skrutiek, matíc a podložiek. 9 6 Montáž spojov. 11 7 Napínanie vysokopevnostných skrutiek. 12 8. Organizácia práce na nadväzovaní spojov. Kontrola kvality. 14 9 Bezpečnosť práce. 16 Príloha A Stanovenie súčiniteľa krútiaceho momentu skrutky. 20 Príloha B Trysky na pieskovanie. 21 Príloha B Odlučovače oleja a vlhkosti. 22 Príloha D Zariadenie na čistenie plameňom plynu. 24 Príloha E Motorizované kovové kefy. 24 Príloha E Údaje o brúsnom materiáli - karbid kremíka (karborundum) 25 Príloha G Rázové uťahováky na predpínanie vysokopevnostných skrutiek. 25 Príloha I Momentové kľúče pre kalibrované napnutie vysokopevnostných skrutiek. 26 Príloha K Tarovanie momentových kľúčov. 33 Príloha L Stanovenie súčiniteľa trenia medzi styčnými plochami spájaných prvkov. 36 Príloha M Bibliografia. 37 |
PODNIKOVÝ ŠTANDARD
Schválené a uvedené do platnosti nariadením Transstroy Corporation zo dňa 10/09/97 č. MO-233Dátum zavedenia 1998 -01 -01
1 oblasť použitia
Norma platí pre technológiu zhotovovania trecích spojov na vysokopevnostných svorníkoch v oceľových konštrukciách železničných, cestných, mestských, kombinovaných, peších mostov a špeciálnych pomocných konštrukcií a zariadení (SSSiU) pre mostné stavby.2 Normatívne odkazy
Táto norma používa odkazy na nasledujúce normy a SNiP: GOST 9.014-78. ESZKS. Dočasná antikorózna ochrana výrobkov. Všeobecné požiadavky. GOST 9.402-80. Nátery farieb a lakov. Príprava kovových povrchov pred lakovaním. GOST 201-76. Fosforečnan sodný (fosforečnan sodný). GOST 535-88. Dlho valcované a tvarované valcované výrobky z uhlíkovej ocele bežnej kvality. Všeobecné technické podmienky. GOST 882-75. Spáromery na určenie veľkosti medzier. GOST 977-88. Oceľové odliatky. Všeobecné technické podmienky. GOST 1050-88. Valcované výrobky z vysokokvalitnej uhlíkovej konštrukčnej ocele. Všeobecné technické podmienky. GOST 1642-75 *. Vretenový olej AU. GOST 2084-77. Bezolovnatý benzín. GOST 2263-79. Kaustická sóda (lúh sodný). GOST 2768-84 *. Acetón (rozpúšťadlo). GOST 2789-73*. Drsnosť povrchu. GOST 3647-80. Brúsne materiály. Klasifikácia. Veľkosť zrna a zloženie zrna. Metódy kontroly. GOST 4543-71. Legovaná konštrukčná oceľ. Technické podmienky. GOST 5100-73. Soda (uhličitan sodný). GOST 5457-75. Acetylén rozpustený a plynný technický. Technické podmienky. GOST 8736-77. Piesok na stavebné práce. GOST 9356-75. Gumové návleky na zváranie plynom a rezanie kovov. Technické podmienky. GOST 10587-84. Epoxidové živice. GOST 11964-89. Kovová strela. GOST 13078-81. Vrstva sodného silikónu ( tekuté sklo). GOST 18698-79. Gumové tlakové hadice s textilným rámom. Technické podmienky. GOST 19281-89. Valcované výrobky vyrobené z vysoko pevnej ocele. Všeobecné technické podmienky. GOST 20799-75. Minerálne oleje. GOST 22353-77 - GOST 22356-77. Skrutky a matice majú vysokú pevnosť. Podložky. OST 2MT74 -8 -78. Karbid kremíka (karborundum). SNiP 2.05.03-84. Mosty a potrubia. Dizajn. SNiP 3.01.01-85. Organizácia stavebnej výroby. SNiP 3.03.01-87. Nosné a uzatváracie konštrukcie. SNiP 3.06.04-91. Mosty a potrubia. Pravidlá výroby a prijímania práce. SNiP III-4-80*. Bezpečnostné opatrenia v stavebníctve. SNiP III-18-75. Kovové konštrukcie. Pravidlá výroby a prijímania práce.3 Všeobecné pokyny
3 .1 Pri navrhovaní, výrobe a montáži oceľových konštrukcií mostov s trecími spojmi na vysokopevnostných svorníkoch sa musia dodržiavať požiadavky tejto normy. Norma bola vyvinutá ako vývoj SNiP 3.06.04-91. 3 .2 Základom pre zhotovenie výrobných a inštalačných trecích spojov sú pracovné výkresy KM, KMD, Technologické mapy a pracovné projekty (PPR). Uvedenú projektovú a technologickú dokumentáciu musia vypracovať špecializované organizácie, ktoré majú príslušné licencie. Výkresy KM, KMD a PPR musia uvádzať: triedy ocele, priemery a klimatické verzie vysokopevnostných skrutiek, matíc a podložiek; konštrukčné napínacie sily skrutiek; typy prípravy kontaktných plôch. Ku každej sérii vysokopevnostného kovania musí byť priložený certifikát kvality od výrobcu. Hardvér musí byť dodaný kompletný s mostovými kovovými konštrukciami. Dokumentácia KM a PPR vydaná do výroby musí mať pečiatky a podpisy hlavného inžiniera skupiny zákazníkov „SCHVÁLENÉ do práce“ a hlavného inžiniera organizácie mostného staviteľstva „DOHODNUTÉ na prácu“. Odchýlky od dohodnutej a schválenej projektovej a technologickej dokumentácie sú povolené po dohode so zákazníkom a projekčnou organizáciou so zavedením príslušných zmien pracovných výkresov KM, KMD a PPR. 3 .3 Továrenské a inštalačné trecie spoje na vysokopevnostných skrutkách musia vykonávať špecializované organizácie, ktoré majú licenciu na vykonávanie špecifikovaných prác, vyškolený personál inžinierov a robotníkov, vhodné vybavenie a náradie. Usmernenie pri montážnych prácach s trecími spojmi vykonáva špecialista so špeciálnym vzdelaním a praktickými skúsenosťami s montážou oceľových konštrukcií. Vedúci montážnych prác musí byť ustanovený príkazom organizácie výstavby mosta. Inštalatéri kovových konštrukcií, ktorí dosiahli vek 18 rokov, ktorí prešli príslušným školením a zložili skúšku, môžu vykonávať trecie spoje. 3 .4 Technické služby závodu alebo organizácie stavby mostov musia zorganizovať službu kontroly kvality pre realizáciu trecích spojov vo všetkých fázach technologického procesu: spracovanie kontaktných plôch prvkov a dielov, príprava hardvéru, montáž spojov, inštalácia a napnutie skrutiek, preberanie hotových spojov. Ak je to potrebné, súčiniteľ krútiaceho momentu vysokopevnostných skrutiek tiež podlieha kontrole podľa pokynov v prílohe A. Kvalita prípravy kontaktných plôch sa musí kontrolovať šmykovým testovaním svedeckých vzoriek, ako je uvedené v časti 8 tohto STP.4 Úprava styčných plôch trecích kĺbov
4.1 Na zabezpečenie vypočítaných koeficientov trenia μ sa používajú tieto druhy úpravy styčných plôch trecích spojov: 0,58 - otryskanie brokom alebo pieskovanie bez následnej konzervácie; 0,50 - tryskanie alebo pieskovanie jedného povrchu s jeho konzerváciou polymérovým lepidlom a zaliatím karborundového prášku do neho a druhého povrchu oceľovými kefami bez konzervácie; 0,42 - úprava plynovým plameňom bez konzervácie; 0,35 - ošetrenie oceľovými kefami bez konzervácie; 0,38 - otryskanie dvoch povrchov bez následnej konzervácie; 0,61 - otryskávanie dvoch povrchov s ich následným ohrevom plynovým plameňom na 250 - 300 ° C v prstencových zónach v blízkosti otvorov s plochou nie menšou ako plocha podložky (pre výrobné podmienky). Typ úpravy kontaktných plôch trecích iónových zlúčenín musí byť uvedený na výkresoch CM. 4 .2 Pred spracovaním styčných plôch je potrebné z nich brúsnym kotúčom odstrániť všetky chyby a nerovnosti, vrátane otrepov okolo otvorov, ktoré bránia tesnému lícovaniu prvkov a dielov. Skosenie okolo otvorov vytvorených pri odihlovaní by nemalo presiahnuť 0,5 mm v rovine dielov. 4 .3 Následné znečistenie a zaolejovanie pripravených styčných plôch prvkov a dielov nie je dovolené. Pracovníci, ktorí sa podieľajú na príprave kontaktných plôch, otáčaní, prenášaní, vykladaní a inštalácii, musia pracovať v čistých rukaviciach, používať čisté vybavenie atď. Montážne prvky a diely s pripravenými styčnými plochami nie je dovolené umiestňovať v tesnej blízkosti mechanizmov so spaľovacími motormi, hydraulických zdvíhacích a čerpacích agregátov a pod. Vyčistené armatúry, prekrytia a iné drobné montážne prvky by sa mali skladovať vo zvislej polohe pod prístreškom. Kontakt očistených prvkov so zemou nie je povolený. 4 .4 Kontaktné plochy podliehajú opätovnému spracovaniu: keď sa na kontaktné plochy dostane nečistota, olej, farba; tvorba ľadu a námrazy; nedodržanie termínov montáže spojov a utiahnutia všetkých vysokopevnostných skrutiek uvedených nižšie v časti 6. 4 .5 Ľad a námrazu je možné odstrániť z kontaktných plôch sušením pomocou plynových horákov; olej a farba - ošetrením plynovým plameňom (čistenie ohňom). Splodiny horenia sa z ochladeného povrchu odstraňujú čistými kefami zo syntetických vlasov. Požiadavky na prepracovanie adhezívnych trecích povlakov a odstránenie kontaminantov z nich sú uvedené v odsekoch. 4.38 a 4.39 tohto ŠTP. 4 .6 Opätovné spracovanie styčných plôch sa nevyžaduje, ak sa na nich vytvorí hrdza v dôsledku vystavenia zrážkam alebo kondenzácii vodnej pary priamo na zostave po dobu, ktorá nepresiahne časové obdobie uvedené v ustanovení 6.2. Poznámka. Plaková hrdza je ľahká hrdza, ktorú je možné odstrániť zo suchého povrchu čistou kefou na syntetické vlasy.Technológia pieskovania
4 .7 Pri pieskovaní musia byť okuje a hrdza úplne odstránené, aby sa vytvoril čistý, jednotný kovový povrch svetlošedej farby. Drsnosť kovového povrchu po spracovaní musí byť minimálne R Z 40. Drsnosť povrchu by sa mala posudzovať vizuálne porovnaním s normou podľa GOST 2789. Pri spracovaní by mal byť zabezpečený prvý stupeň odmasťovania a nie nižší ako druhý stupeň čistenia od vodného kameňa a oxidov podľa GOST 9.402. 4.8 Na pieskovanie sa má použiť sušený kremenný piesok (s obsahom vlhkosti maximálne 2 %) frakcie 0,6 – 2,5 mm. Uvedené požiadavky spĺňajú piesky na vybavenie lokomotív (Technické podmienky piesku pre pieskoviská lokomotív, Ministerstvo železníc, 1968), ako aj piesky na stavebné práce a prípravu asfaltového betónu podľa GOST 8736 s dodatočným preosievaním. Na sušenie piesku pripraveného počas výstavby sa odporúča použiť bubnové rotačné pece pracujúce pri kvapalné palivo 4 .9 Pieskovacie zariadenie (obr. 1) obsahuje pieskovacie zariadenie, plniaci zásobník, kompresor, zberač vzduchu (prijímač), dva odlučovače oleja, vzduchovú hadicu, hadicu na prívod zmesi piesku a vzduchu, koncovku s tryskou. Bežná prevádzka pieskovacieho zariadenia je zabezpečená pri tlaku stlačeného vzduchu 0,35 - 0,50 MPa. Poznámka. Do pieskovacieho zariadenia za kompresorom sa odporúča zaradiť radiátor, prefukovaný ventilátorom vonkajším vzduchom, aby sa vyrovnala teplota stlačeného vzduchu s teplotou vonkajšieho vzduchu.Ryža. 1. Schéma pieskovaniaNové nastavenia:
1 - kompresor; 2 - prijímač;3 - rozdeľovač oleja; 4 - nakladacia nádoba s pieskom; 5 - pieskovacie zariadenie; 6 - striekacia pištoľ s hrotom
4 .10 Na pieskovanie styčných plôch sa odporúča použiť tieto zariadenia: - pri veľkých objemoch prác - dvojkomorové priebežné pieskovacie stroje alebo párové jednokomorové zariadenia; - pre stredné až veľké objemy prác - jednokomorové pieskovacie stroje s nosnosťou 120 - 200 litrov piesku s rýchločinnými uzávermi, ktoré zabezpečia minimálne prerušenia práce pri nabíjaní zariadení pieskom; - pre malé a stredné objemy prác - bezdušové pieskovacie stroje. Celková spotreba stlačeného vzduchu pri pieskovaní je stanovená na základe spotreby vzduchu na trysku v rozsahu 2,5 - 4 m 3 / min. A objasňujú to podľa nomogramu na obr. 2 v závislosti od tlaku a priemeru

Ryža. 2. Nomogram spotreby kvapalného paliva
4 .11 Na prívod stlačeného vzduchu do pieskovacieho stroja sa používajú gumotextilné hadice s priemerom 25 mm, typ „G“ podľa GOST 18698 a na prívod zmesi piesku a vzduchu do postrekovača hadice s tl. priemer 32 mm, typ „Sh“ podľa rovnakej normy. 4.12. Pri pieskovaní otvorených plôch sa používajú trysky: kovové s vymeniteľnými časťami; minerálno-alokeramické a kov-minerálno-alokeramické (príloha B). Výhodnejšie sú kovo-allominerálno-keramické a minerálne-keramické trysky, ktoré poskytujú najvyšší čistiaci výkon a dlhú životnosť (pracujú 80 - 100 hodín). Kovové trysky sa používajú na malé objemy práce. Pre zvýšenie odolnosti kovových trysiek na 5-7 hodín sa odporúča podrobiť ich pracovnú plochu tepelnému spracovaniu na tvrdosť HRC 40. Na čistenie povrchov na „vidličkách“ a na ťažko dostupných miestach sa používajú štrbinové trysky. Rozmery výstupných otvorov trysky, berúc do úvahy opotrebenie, by nemali presiahnuť 8 - 10 mm. Pri pieskovaní je tryska umiestnená vo vzdialenosti 10 - 15 cm a pod uhlom 50 - 75 ° k čistenému povrchu. 4 .13 Stlačený vzduch privádzaný do pieskovacích strojov musí byť zbavený vlhkosti a oleja. Kvalita čistenia vzduchu sa kontroluje aspoň raz za zmenu nasmerovaním prúdu stlačeného vzduchu z trysky na hárok čistého papiera s čiarami nakreslenými atramentovou ceruzkou. Vzduch sa považuje za dostatočne čistý, ak sa fúka 1 minútu. Na papieri nie sú žiadne stopy oleja alebo vlhkosti a čiary ceruzkou nestmavnú. Ak je čistenie vzduchu neuspokojivé, vymeňte tesnenie filtra odlučovača oleja a vlhkosti (príloha B). V tomto prípade sa použitý koks nahradí čerstvým, plstené podložky sa umyjú benzínom a silikagél sa regeneruje, po čom sa znova skontroluje kvalita čistenia vzduchu. Odporúča sa používať priebežné rozdeľovače oleja a vlhkosti. 4 .14 Zvyšky piesku a prachu z pieskovaných povrchov odstráňte stlačeným vzduchom alebo čistou kefou na vlasy. Nie je dovolené utierať ošetrené povrchy u veterinára. 4 .15 Pieskovanie sa vykonáva v súlade s pravidlami bezpečnosti a ochrany práce uvedenými v časti 9. Výsledky kontroly kvality spracovania sa zaznamenávajú do protokolu montážnych spojov na skrutky s riadeným ťahom (tlačivo protokolu viď. Dodatok 5 SNiP 3.03.01-87).
Ošetrenie plynovým plameňom
4.16 Ošetrenie kontaktných plôch plameňom pozostáva z ich čistenia kyslíkovo-acetylénovým plameňom, po ktorom nasleduje odstránenie vzniknutých produktov horenia. Namiesto acetylénu je povolené používať propán-n-bután alebo zemný plyn podľa osobitných pokynov. Pri čistení kontaktných plôch je potrebné úplne odstrániť olej, špinu, hrdzu, uvoľnený vodný kameň, námrazu a ľad. 4.17 Spracovanie plynovým plameňom sa vykonáva pri tlaku kyslíka 0,5 - 0,6 MPa a tlaku acetylu 0,04 - 0,05 MPa. Spaľovanie musí prebiehať s čo najväčším prísunom kyslíka. Aby ste to dosiahli, pri úplne otvorenom acetylénovom ventile horáka by sa mal kyslíkový ventil otvoriť natoľko, aby sa pri voľnom spaľovaní na vzduchu jadro plameňa odtrhlo od dýzy horáka, ale nezhaslo, a keď príde do kontaktu s kovovým povrchom sa spojí s dýzou. Acetylén by sa mal používať v súlade s GOST 5457. 4.18 Počas spracovania acetylénom plameňom sa horák pohybuje pozdĺž upravovaného povrchu rýchlosťou 1 m/min. Preferovaný spôsob pohybu horáka smerom k sebe je umožniť, aby sa horák pohyboval rovnomernejšie. Každý ďalší prechod plameňa by mal prekrývať predchádzajúci o 15 - 20 mm. Aby sa predišlo deformácii, kov s hrúbkou 5 - 10 mm sa čistí v dvoch prechodoch pri rýchlosti horáka 1,5 - 2 m/min. Úprava povrchu valcovaného kovu s hrúbkou menšou ako 5 mm nie je povolená. Uhol sklonu horáka k čistenej ploche by mal byť v rozmedzí 40 - 45° Zvýšenie uhla sklonu nad 45° spôsobí spätné vzplanutie plameňa (obr. 3 a, b).
Ryža. 3. Kontakt na spracovanie plameňan povrchov.
a - požadovaný uhol nklon horáka; b - nadmerný (neprijateľný) uhol sklonu
4.19 Pri ošetrení povrchov plameňom by sa mal použiť acetylén z fliaš vysoký tlak. Vo výnimočných prípadoch je povolené používať stacionárne vysokotlakové generátory iónov, ktoré musia poskytovať dostatočný výkon a stabilný tlak v súlade s požiadavkami bodu 4.17. 4 .20 Povrchy ošetrite viacplamennými horákmi (požiarnymi kefami) so širokým úchopom typu GAO-60 a GAO-2-72 (obr. 4). Čistiaca stanica je vybavená zariadením, ktorého zoznam je uvedený v prílohe D. 4 .21 Splodiny horenia a zvyškový kalinus zostávajúci na kontaktných plochách po čistení plameňom plynu sa musia odstrániť drôtenými kefami, pričom sa povrch dostane do kovového lesku. nepovolené. Na odstraňovanie produktov spaľovania nie je dovolené používať brúsny papier, pytlovinu a iné materiály organického pôvodu.

Ryža. 4. Široký plameňa uhlíkovo-acetylénový horák GAO-60
Výsledky kontroly kvality ošetrených povrchov sa zaznamenávajú do denníka. Orientačná spotreba materiálov na čistenie plynovým plameňom je: kyslík 1 m 3, acetylén 0,6 m 3 na 1 m 2 čistenej plochy.
Oceľové kefovanie
4 .22 Povrchy, ktoré sa majú ošetrovať oceľovými kefami, musia byť najskôr očistené od oleja, farby, námrazy a ľadu. Olej a farba sa odstraňujú rozpúšťadlami alebo plynovým horákom, ľadom - zahrievaním. Pri spracovaní oceľovými kefami sa z kontaktných plôch odstráni uvoľnená hrdza a slabo priľnuté, zaostávajúce okoviny. Prítomnosť stôp zostávajúcej čiernej hrdze na ošetrenom povrchu a jednotlivých oblastí pevne priľnutých šupín nie sú znakom odmietnutia. 4 .23 Na spracovanie by sa malo použiť elektrické náradie s elektrickým alebo pneumatickým pohonom (príloha D). Ako pracovné teleso sa používajú kotúčové kefy rozmeru 30 x 150 mm, ale aj radiálne kefy typu PB alebo koncové kefy typu TV s hromadou vysokopevnostného drôtu stočeného do zväzkov. Štetiny kefy musia byť odmastené. 4 .24 Pri práci by sa kefa mala pohybovať po povrchu dielu miernym tlakom. Smer otáčania kief sa pravidelne mení. Nie je dovolené priviesť čistené povrchy do kovového lesku. Po ošetrení oceľovými kefami je potrebné zo styčných plôch odstrániť zvyšný voľný vodný kameň, prach a hrdzu stlačeným vzduchom alebo čistou kefou na vlasy. Výsledky kontroly kvality spracovania kontaktných plôch sa zaznamenávajú do denníka.Otryskávanie a otryskávanie
4 .25 Na otryskanie kontaktných plôch brokmi by sa mali použiť kovové broky 0,8; 1,0 alebo 1,2 podľa GOST 11964 triedy D ChK, DSK a DSR a pre tryskanie - triedy DSL. 4 .26 Tryskanie styčných plôch sa odporúča vykonávať pomocou bezprašného tryskacieho stroja a tryskanie na mechanizovaných zariadeniach vo výrobe. 4.27 Kvalita čistenia styčných plôch tryskaním a tryskaním sa kontroluje v súlade s požiadavkami bodov 4.7 a 8.7.Tvorba adhéznych trecích povlakov
4 .28 Pri spojoch s adhéznymi trecími povlakmi sa únosnosť určuje vložením medzivrstvy brúsneho materiálu medzi stykové plochy. Na vytvorenie lepidla iónového povlaku sa na povrch nanesie epoxidové lepidlo a do neho sa zavedie práškový brúsny materiál. Lepidlo chráni kontaktný povrch pred koróziou a drží zrná brúsneho materiálu vyčnievajúce nad vrstvou lepidla, ktoré poskytujú vypočítaný koeficient trenia pre kontakt. 4 .29 Materiály používané na lepiace trecie povlaky musia mať pasy (certifikáty) a spĺňať požiadavky noriem, technických špecifikácií a týchto noriem. 4 .30 Priľnavé trecie nátery sa nanášajú na styčné plochy malých dielov (tesnenia, obloženia, tesnenia atď.) a povrchy veľkých prvkov (pásy, výstuhy atď.), ktoré sú s nimi v kontakte, sa čistia. od odlupujúceho sa vodného kameňa a hrdze, farby, oleja, ľadu atď. Kontaktné plochy veľkorozmerných prvkov sa čistia kovovými kefami. Je dovolené nanášať adhézne trecie iónové povlaky na oba kontaktné povrchy. Na stavenisku by mali byť v krytých priestoroch inštalované lepiace trecie nátery. 4.31 Technológia nanášania adhéznych trecích povlakov zahŕňa tieto operácie: čistenie styčnej plochy, príprava lepidla, nanášanie lepidla na styčnú plochu, nanášanie a plnenie lepiacej fólie brúsnym práškom, odstraňovanie prebytočného brúsneho prášku, držanie do vytvrdnutia lepidla. 4 .32 Kontaktné plochy pod adhéznym trecím náterom sa na mechanizovaných inštaláciách čistia otryskaním, pieskovaním alebo pieskovaním. Drsnosť kovového povrchu pripraveného na nanesenie adhezívneho trecieho náteru (epoxidového lepidla) by nemala presiahnuť RZ 60. Drsnosť by sa mala posudzovať vizuálne porovnaním s normou. Vyčistené povrchy pred nanesením epoxidového lepidla by mali byť zbavené vodného kameňa, farby, olejových škvŕn, vlhkosti a iných nečistôt. Stupeň odmastenia musí spĺňať požiadavky ustanovenia 4.7. Trvanie prestávky medzi čistením a aplikáciou trecieho náteru by nemalo presiahnuť 12 hodín pri relatívnej vlhkosti vzduchu maximálne 80 %. Nečistoty nachádzajúce sa na vyčistených povrchoch by sa mali pred nanesením adhézneho trecieho náteru odstrániť acetónom a znovu očistiť od hrdze. 4 .33 Stlačený vzduch používaný pri čistení povrchov, aby sa predišlo zníženiu priľnavosti konzervačnej vrstvy, musí byť očistený od oleja a vlhkosti pripojením odlučovača oleja a vlhkosti k rozvodu vzduchu (viď. odsek 4.13 a dodatok B). 4 .34 Na vytvorenie adhézneho filmu adhézneho trecieho náteru by sa malo použiť epoxidové lepidlo jedného z nasledujúcich zložení (% hmotnosti):Zlúčenina 1
Epoxidová živica ED -20 podľa GOST 10587 100 Tužidlo I6M podľa TU 6-10-1438 -79 50 Urýchľovač U P 606 /2 podľa MRI U 6 -09 -6101 -69 0 - 3 Acetón (rozpúšťadlo) podľa GOST 276 0 - 10
Zlúčenina 2
Epoxidová živica ED-20 podľa GOST 10587 100 Tužidlo UP-0633 M podľa TU 6 -05 -241 -46 -76 20 Acetón (rozpúšťadlo) podľa GOST 2768 10 - 20 alebo izopropylénalkohol podľa TU 6 - 09 -402 -81 10 - 20 Lepidlo je potrebné pripraviť bezprostredne pred nanesením na očistené kontaktné povrchy zmiešaním všetkých zložiek a dôkladným premiešaním výslednej hmoty, až kým nebude kompozícia homogénna. Pripravené lepidlo by sa malo spotrebovať maximálne do 1 - 2 hodín po podaní z lepiaceho zariadenia. Výpočet množstva lepidla sa vykonáva pri dávke 100 g/m2 povrchu, ktorý sa má natrieť. 4.35 Priľnavý trecí náter by sa mal nanášať na čistené povrchy pri teplote nie nižšej ako plus 10 °C a vlhkosti vzduchu do 80 %. Kontaktná plocha musí byť vo vodorovnej polohe. Lepidlo sa nanáša na očistené a suché styčné plochy v rovnomernej vrstve, bez medzier a odkvapkávaní, pomocou gumeného valčeka. Hrúbka lepiacej fólie by mala byť 60 - 80 mikrónov. Na zabezpečenie aplikácie lepiacej fólie požadovanej hrúbky pri rôznych vonkajších teplotách sa viskozita lepidla upravuje množstvom rozpúšťadla v medziach receptúry podľa bodu 4.34. Na meranie hrúbky lepiacej vrstvy sa odporúča použiť magnetické hrúbkomery MT-10 N, VT-30N. 4 .36 Ako brúsny materiál v adhezívnych trecích povlakoch by sa malo použiť: zelený alebo čierny karbid kremíka (karborundum) podľa OST 2 MT 74 -8 -78 s jedným z nasledujúcich zrnitostí lepiaceho prášku: č. 8, 10, 12 podľa GOST 36470 (alebo ich zmesí). Údaje o karbide kremíka sú uvedené v prílohe E. Suchý brúsny prášok - karbid kremíka sa nanáša na povrch lepidla, kým nevytvrdne (zhustne). Celý povrch pokrytý lepidlom by mal byť pokrytý brúsnym práškom vo vrstve s hrúbkou približne 2 mm a zrná by mali byť vložené do lepidla, kým sa nedostanú do kontaktu s kovovým povrchom valcovaním pozdĺž celého povrchu pozdĺž a naprieč najmenej štyrikrát. s kovovým valčekom s hmotnosťou 6 kg a šírkou 15 cm Pri nanášaní brúsneho materiálu sú opomenutia neprijateľné. Prebytočný abrazívny materiál (nepriľnavý prášok) sa odstráni otočením dielu na jeho okraji a ľahkým poklepaním. Rozdrobený prášok po preosiatí môžeme použiť na ďalšiu prácu. Počas doby polymerizácie lepidla by sa na kontaktné povrchy nemalo dostať zrážanie. Orientačná spotreba brúsneho prášku je 280 - 330 g/m2. 4 .37 Kvalita adhézneho trecieho povlaku sa kontroluje vonkajšou kontrolou (vizuálnou) a meraním jeho hrúbky. Náter by mal byť rovnomerne rozložený po povrchu bez medzier. Hrúbka trecej lepiacej vrstvy (lepidlo s abrazívom) by mala byť 160 - 250 mikrónov. Hrúbka by sa mala kontrolovať pomocou hrúbkomerov. Po dokončení polymerizácie lepidla (pri teplote 20 ° C - po 24 hodinách a pri teplote 60 ° C - po 2 hodinách) sa diely stohujú, zabalia a slúžia na inštaláciu alebo skladovanie. Diely sú balené podľa triedy s povlakom na vnútornej strane cez gumené alebo drevené tesnenia, utiahnuté skrutkami. Maximálna skladovateľnosť dielov s adhezívnym iónovým povlakom v interiéri je 1 rok. 4 .38 Pri skladovaní a preprave častí inštalačných spojov by mal byť adhézny trecí povlak kontaktných plôch chránený pred mechanickému poškodeniu. Časti a obaly by mali byť zabezpečené proti samovoľnému pohybu a prevráteniu. Nakladanie voľne ložených dielov a vykladanie vysypaním nie je povolené. Nečistoty, olej a farby, ktoré sa dostali na priľnavé trecie povlaky, ako aj námraza a ľad, ktoré sa na nich vytvorili, by sa mali odstrániť bez poškodenia povlaku. Nečistoty sa odstránia vlasovou kefou a umyjú sa vodou, olej a farba sa odstráni rozpúšťadlami (acetón, terpentín, lakový benzín, benzín atď.), námraza a ľad sa odstráni stlačeným vzduchom zohriatym na maximálne 40 °C. Teplota stlačeného vzduchu je riadená teplomerom. Po umytí nečistôt je potrebné zvyšnú vodu a rozpúšťadlo odstrániť stlačeným vzduchom. 4.39 Priľnavý trecí povlak na kontaktných plochách by sa mal znovu naniesť v nasledujúcich prípadoch: - ak nie je možné odstrániť náhodne nanesenú farbu; - ak je náter poškodený v dôsledku narušenia lepiacej vrstvy hrdzou, mechanickými vplyvmi vrátane vyrovnávania kovu alebo teplotnými vplyvmi; - po uplynutí doby skladovania. Opakované ošetrenie sa vykonáva po odstránení náteru v súlade s požiadavkami uvedenými vyššie. 4 .40 Informácie o bezpečnostných pravidlách pri nanášaní adhezívnych iónových povlakov sú uvedené v časti 9. Výsledky kontroly kvality adhezívnych iónových povlakov sa zaznamenávajú do denníka.
5 Príprava vysokopevnostných skrutiek, matíc a podložiek
5.1. Pre mostné konštrukcie musia byť použité skrutky, matice a podložky špecifikované v projekte a zodpovedajúce GOST 22353 - GOST 22356. Skrutky sa zvyčajne dodávajú kompletné s konštrukciami. Každá séria skrutiek (do 1000 kg), matíc a podložiek (do 500 kg) je dodávaná s certifikátom výrobcu, ktorý musí obsahovať: číslo certifikátu, názov výrobcu, symbol výrobky, čísla šarží a tepla, výsledky výrobných skúšok mechanických vlastností a súčiniteľa skrútenia. 5 .2 Vstupná kontrola kovania na mieste inštalácie sa vykonáva vonkajšou prehliadkou, meraním jednotlivých pochybných rozmerov a stanovením súčiniteľa skrútenia v súlade s pokynmi v prílohe A. Súčiniteľ skrútenia sa pri vstupnej kontrole kontroluje na požiadanie zákazníka alebo projekčnej organizácie. Hardvér by sa mal skladovať v podmienkach, ktoré zabraňujú hrdzaveniu a kontaminácii. Použitie skrutiek, matíc a podložiek bez certifikátov alebo s hrdzou na nosných plochách a závitoch nie je dovolené. 5.3. Pred montážou do konštrukcie sú vysokopevnostné skrutky, matice a podložky predmetom prípravy, ktorá pozostáva z nasledujúcich technologických operácií: čistenie od konzervačného továrenského tuku a nečistôt; sušenie, vedenie a mazanie nití; balenie a skladovanie; kontrola kvality. Pri príprave skrutiek, matíc a podložiek na napínanie kontrolujte zloženie pracieho alkalického roztoku, zloženie maziva a v prípade potreby aj súčiniteľ krútiaceho momentu skrutiek. 5 .4 Čistenie skrutiek, matíc a podložiek z továrenskej konzervácie sa vykonáva v alkalickom roztoku zahriatom na 80 - 100 °C, ktorý pozostáva z komponentov uvedených v tabuľke. 1. Metyl v mriežkovej nádobe sa ponorí do nádoby s alkalickým roztokom a udržiava sa 15-20 minút. Potom sa pre lepšie čistenie odporúča zdvihnúť nádobu a spustiť ju 3-4 krát do čistiaceho roztoku. Odporúča sa používať mriežkové kontajnery s kapacitou nie väčšou ako 50 kg kovania.stôl 1
Zmesi na čistenie vysokopevnostných skrutiek a matíc z továrenskej konzervácie
|
Komponenty |
Zloženie v hmotnostných zlomkoch |
|||
| Voda | ||||
| Lúh sodný (lúh sodný) podľa GOST 2263 | ||||
| Soda (uhličitan sodný) podľa GOST 5100 | ||||
| Fosforečnan sodný (fosforečnan sodný) podľa GOST 201 | ||||
| Kyselina kremičitá sodná (tekuté sklo) podľa GOST 13078 | ||||
| Čistiaci prostriedok MS-18, MS-15, HC-8 atď. | ||||
| Poznámka. 1. Kompozície sa zahrievajú na 80 - 100 °C. 2. Je zakázané používať petrolej na odstránenie továrenskej konzervácie. | ||||
6 Montáž spojov
6.1 Montáž trecích spojov na vysokopevnostné skrutky sa vykonáva v nasledujúcom poradí: - zarovnajte otvory a upevnite vzájomnú polohu prvkov a častí spoja montážnymi zátkami; - namontujte vysokopevnostné skrutky do voľných otvorov a utiahnite ich rázovými kľúčmi; - skontrolujte tesnosť obalu; - utiahnite dodané vysokopevnostné skrutky na konštrukčnú silu pomocou momentových kľúčov; - utesnenie spojov; - odstráňte zátky a do uvoľnených otvorov nainštalujte vysokopevnostné skrutky a utiahnite ich na konštrukčnú silu. 6 .2 Montáž spojov vrátane napínania všetkých vysokopevnostných skrutiek na konštrukčnú silu sa musí vykonať v minimálnom čase, nie však dlhšom ako je životnosť ošetrovaných styčných plôch: a) pri pieskovaní, otryskávaní a tryskanie, čistenie ohňom, čistenie oceľovými kefami, tryskanie s plynovým plameňovým ohrevom povrchu kovu v oblasti otvoru až na 250 - 300 °C - trvanlivosť 3 dni; b) pri čistení jednej kontaktnej plochy kovovými kefami a príprave zodpovedajúcej kontaktnej plochy nanesením adhézneho trecieho náteru - trvanlivosť 3 dni; c) pri príprave všetkých styčných plôch spoja nanesením lepiaceho trecieho náteru - trvanlivosť je 1 rok. Pri nedodržaní vyššie uvedených termínov je potrebná opakovaná príprava styčných plôch prvkov a dielov. V stanovenom časovom rámci je dovolené nezahŕňať práce na výmene zástrčiek za skrutky inštalované počas montáže spojov. 6 .3 Obaly dielov v trecích spojoch musia byť pevne utiahnuté. Táto požiadavka platí aj pre oblasti s rímsami v spojoch s presahmi a styčníkmi. Ak je rameno väčšie ako 0,5 mm, odporúča sa ho ošetriť brúsnym nástrojom, aby sa zabezpečil hladký prechod so sklonom 1: 10 v dĺžke do 30 mm od okraja dielu. Ak je lišta väčšia ako 3 mm, mali by sa použiť tesnenia vyrobené z ocele rovnakej kvality ako pre hlavné časti. Použitie tesnení musí byť dohodnuté s projekčnou organizáciou. 6 .4 Zhoda otvorov zmontovaných prvkov a dielov po inštalácii vysústružených zátok by mala zabezpečiť voľnú inštaláciu skrutiek bez deformácií, poškodenia závitov alebo pôsobenia sily. Ak tieto požiadavky nie sú splnené, príslušné otvory môžu byť rebrované. Čistenie, vŕtanie a vystružovanie otvorov v spojoch na vysokopevnostných skrutkách je povolené len v tesne uzavretých vreciach a bez použitia rezných kvapalín a vody. 6 .5 Každá skrutka v konštrukcii by mala byť inštalovaná s dvoma podložkami (jedna pod hlavou, druhá pod maticou). Ak to nie je konštrukčne možné, potom v spojoch s rozdielom priemerov otvorov a skrutiek nie väčším ako 3 mm je prípustné umiestniť pod diel skrutku s jednou podložkou, ktorá sa pri napínaní otáča (t.j. pod maticou - pri napínaní skrutky otáčajte maticou, pod hlavou skrutky - pri napínaní skrutky otáčaním hlavy). Nie je dovolené umiestniť dve alebo viac podložiek pod hlavu matice alebo skrutky. Dĺžka skrutiek sa určuje z podmienky, že v každej utiahnutej skrutke na strane matice musí zostať aspoň jedna celá otáčka a nie viac ako 6 závitov. Pri spojoch valcovaných profilov s nerovnobežnými rovinami prírub by sa mali použiť klinové podložky, aby sa zabránilo deformácii matíc a hláv skrutiek. Ak je to možné, klinovité podložky sa inštalujú pod časť, ktorá sa pri napínaní skrutky neotáča, alebo sa prijmú opatrenia na zabránenie ich otáčania počas napínania. 6 .6 Počet záslepiek na upevnenie konštrukčnej polohy prvkov inštalačných spojov podľa podmienky vyrovnania otvorov a zabránenia ich posunutiu pri montáži musí byť najmenej 10 % z počtu otvorov a najmenej 3 ks. Počet vysokopevnostných skrutiek podľa podmienok utiahnutia obalu musí byť minimálne 20% z počtu otvorov. Ak je počet otvorov menší ako 10, nainštalujú sa 2 - 3 zátky a 1 - 2 skrutky. Miesta a fázy inštalácie montážnych zátok a vysokopevnostných skrutiek, ako aj fázy napínania skrutiek sú uvedené v technologických mapách pracovného projektu. Zátky je možné odstrániť po inštalácii vysokopevnostných skrutiek do všetkých skrutiek bez otvorov a ich napnutí na štandardné sily. Menovitý priemer sústružených zátok sa považuje za o 0,2 mm menší ako je konštrukčný priemer otvorov. Dĺžka valcovej časti zátky by mala byť o 10 - 15 mm väčšia ako hrúbka zostaveného vrecka. Zátky musia byť vyrobené z ocele St5p s2 (GOST 535), 35 -2 -b (GOST 1050), 09G2 -6 (GOST 19281). Zástrčka by mala byť inštalovaná do otvoru ľahkými údermi kladiva (tamper) s hmotnosťou nie väčšou ako 2 kg. Je zakázané vrážať zátky silnými údermi perlíka do otvorov s neprijateľnou čiernou farbou. 6 .7 Zmontované spoje musia byť po kontrole tesnosti obalu a napnutia vysokopevnostných skrutiek chránené (utesnené) pred vlhkosťou na styčných plochách. Na tento účel sa pozdĺž celého obrysu spoja nanesie tmel alebo základný náter naplnený cementom, kriedou a kaolínom. Odporúčame tmely značiek ХВ-004, ХВ-005, EP-0010. Po utesnení spojenia by mali byť všetky jeho prvky vrátane hláv skrutiek, matíc a podložiek natreté 1 - 2 vrstvami základného náteru. Medzery v miestach, kde je rozdiel v hrúbke, je potrebné vyplniť tmelom na základe použitého základného náteru a suchého tmelu. Medzery v škárach sa odporúča vyplniť sklenenou páskou napustenou základným náterom s prídavkom plniva.7 Napínanie vysokopevnostných skrutiek
7.1 Napínanie vysokopevnostných skrutiek na konštrukčné sily by sa malo vykonať utiahnutím matice, aby sa zabezpečil požadovaný krútiaci moment (ťah krútiaceho momentu). Napínanie vysokopevnostných skrutiek pozdĺž uhla natočenia nie je povolené. Napínanie skrutiek s nastavením sily na základe krútiaceho momentu sa vykonáva spravidla v dvoch etapách: v prvej etape sa skrutky utiahnu pomocou rázových kľúčov na 50 - 90% konštrukčnej sily, aby sa zabezpečilo pevné uloženie balíka. dielov a v druhej etape sa skrutky dotiahnu na celú konštrukčnú silu statické momentové kľúče s reguláciou ťahu na základe aplikovaného krútiaceho momentu. Použitie dynamických nástrojov (rázové rázové uťahováky, nízkorázové rázové uťahováky atď.) v druhej fáze napínania nástroja nie je povolené. 7 .2 Napnutie skrutiek v prvej fáze sa vykonáva počas ich inštalácie pri montáži spojenia a výmene zástrčiek. V tomto prípade sa používajú pneumatické rázové uťahováky (príloha G). Na začiatku napínania pomocou rázových uťahovákov treba držať hlavu skrutky (alebo maticu, ak sa skrutka doťahuje otáčaním hlavy), aby sa neotáčala. Ak sa otáčanie nezastaví po dotiahnutí skrutky, skrutku a maticu je potrebné vymeniť. 7 .3 Napnutie skrutiek v druhom stupni (až do konštrukčných síl) sa spravidla vykonáva po kontrole súladu s konštrukčnou geometriou konštrukcie alebo jej časti v súlade s SNiP 3.06.04-91 , ako aj po skontrolovaní tesnosti balíka. Presnosť vytvárania krútiacich momentov nesmie byť nižšia ako ± 15 %. Pre kontrolované napínanie skrutiek na druhom stupni sa odporúča použiť hydraulické momentové kľúče typu KLTS, ktoré umožňujú zabezpečiť registráciu momentov s presnosťou minimálne ±4%. Na utiahnutie skrutiek je dovolené použiť ručné pákové momentové kľúče (pozri prílohu I). Na napínanie vysokopevnostných skrutiek nie je dovolené používať viactypové kľúče KM a UK M s neaxiálnym otáčaním vstupného a výstupného hriadeľa. 7.4 Veľkosť krútiaceho momentu (N m) aplikovaného na hlavu matice alebo skrutky je určená vzorcomM kr = KPd
Kde TO - faktor skrútenia; R - riadené napnutie skrutky bez zohľadnenia relaxačných strát, kN; d - menovitý priemer závitu skrutky, mm. Pre vysokopevnostné skrutky vyrábané mostnými závodmi Voronež, Ulan-Ude a Kurgan v súlade s hodnotami GOST 22353 - GOST 22356 R A M kr sú uvedené v tabuľke. 2. V tomto prípade sa koeficient skrútenia K považuje za rovný 0,175.
tabuľka 2
|
d, mm |
R, kN |
M cr, Nm |
| Poznámka. Pevnosť v ťahu materiálov svorníkov 1078 MPa; prevedenie U a HL. | ||
8. Organizácia práce na nadväzovaní spojení. Kontrola kvality
8 .1 Inštalácia rozpätí so spojmi na vysokopevnostné skrutky sa vykonáva v súlade s projektom práce, ktorý musí obsahovať nasledujúci vývoj týkajúci sa vysokopevnostných skrutiek: - schéma organizácie skladu kovových konštrukcií, berúc do úvahy tok práce na príprave kontaktných plôch prvkov a dielov, ich zväčšená montáž a odovzdanie na inštaláciu; - harmonogram prác na zhotovenie spojov, vrátane operácií na prípravu styčných plôch prvkov a dielov a vysokopevnostného kovania, zväčšená montáž, inštalácia, postupné uťahovanie vysokopevnostných skrutiek v súlade stanovené termíny od prípravy vysokopevnostných skrutiek a kontaktných plôch až po inštaláciu spojov; - karty zväčšených montážnych a technologických máp na inštaláciu rozpätí, ktoré označujú umiestnenie zátok a skrutiek, ako aj poradie a fázy napínania skrutiek; - zoznam položiek skrutiek s uvedením ich dĺžky, priemeru a miesta inštalácie; - výkresy pracovných lešení a priechodov, ktoré zabezpečujú bezpečnú prácu pri montáži rozpätí a spojov. 8 .2 Práca s adhéznymi trecími nátermi je organizovaná podľa schémy stacionárnej stanice prípravy povrchu. V tomto prípade by stĺpik mal obsahovať tryskaciu jednotku, stôl na nanášanie lepidla a brúsneho materiálu, ako aj miesta na prípravu lepidla, polymerizačné nátery a stohovanie hotových dielov. Po polymerizácii trecieho náterového lepidla by sa diely mali skladovať na miestach chránených pred zrážaním. Inštalačná stanica pre adhézne trecie nátery by mala byť umiestnená vo vnútri. 8 .3 Postup inštalácie rozpätí prijatý v pracovnom projekte musí zabezpečiť minimálne časové intervaly od čistenia kontaktných plôch a mazania hardvéru až po montáž spojov a napnutie vysokopevnostných skrutiek. 8 .4 Technické služby organizácie výstavby mosta (hlavný inžinier, vedúci montážnych prác, inžinieri a technici technického úseku, laboratória a miesta montáže) musia organizovať a sústavne vykonávať: vstupnú kontrolu pracovnej dokumentácie, konštrukcií, hardvéru; prevádzková kontrola technológie prípravy styčných plôch a kovania, montáže spojov a napínania vysokopevnostných skrutiek do kolaudačnej kontroly dokončenej inštalácie jednotlivých konštrukčných prvkov a objektu ako celku. 8.5 Pri sledovaní stavu náradia na montáž spojov na vysokopevnostné skrutky kontrolovať: - technickú použiteľnosť momentových kľúčov, rázových kľúčov a ich výmenných hlavíc; - presnosť a načasovanie kalibrácie momentových kľúčov; - prítomnosť a správne umiestnenie značiek na skle meracieho zariadenia momentového kľúča na určenie rozsahu krútiaceho momentu, v ktorom by sa šípka zariadenia mala nachádzať v momente, keď sa skončí napnutie skrutky. Prvá značka zodpovedá 100% vypočítanej napínacej sily skrutky, druhá - 110%. 8 .6 Kvalita prípravy vysokopevnostných skrutiek, matíc a podložiek sa kontroluje v súlade s požiadavkami bodu 5 tohto STP. 8 .7 Kvalita prípravy styčných plôch prvkov a dielov sa kontroluje dôkladnou vonkajšou kontrolou bezprostredne pred montážou spojov pri zistení súladu stavu s požiadavkami § 4 tohto STP, ako aj dodatočne skúšaním. dvojité vzorky podľa pokynov v tejto časti (pozri. odsek 8.12). Chybné povrchy alebo ich plochy, ako aj povrchy prvkov, ktorých trvanlivosť po ošetrení presahuje dobu uvedenú v § 6, podliehajú oprave v súlade s požiadavkami § 4 tohto STP. Výsledky skúšok sú zaznamenané v protokole inštalačných pripojení pomocou skrutiek s riadeným ťahom (pozri prílohu 5 SNiP 3.03.01-87). 8 .8 Tesnosť obalu sa kontroluje sondami (súprava č. 2 podľa GOST 882). Sonda s hrúbkou 0,3 mm by medzi časti obalu nemala zapadnúť viac ako 20 mm. Ak je v oblasti prvého radu skrutiek zo spoja, sonda s hrúbkou 0,5 mm by nemala ísť hlbšie ako 20 mm. 8 .9 Súlad ťažných síl vysokopevnostných skrutiek s vypočítanými hodnotami sa kontroluje selektívnou kontrolou hodnôt krútiaceho momentu metódou uťahovania s kalibrovanými momentovými kľúčmi. Ovládacia sila pôsobí na maticu (alebo hlavu, ak bola skrutka napnutá otáčaním hlavy). Dodatočný uhol natočenia matice pri kontrole by nemal presiahnuť 15°. Ak sú krútiace momenty pri kontrole pre aspoň jednu skrutku menšie ako požadovaná hodnota alebo túto hodnotu prekračujú o viac ako 20 %, potom všetky skrutky tohto spojenia podliehajú kontrole. Napätie skrutiek, pri ktorých ovládaní prekračujú krútiace momenty stanovené medze, je potrebné uviesť na požadovanú hodnotu. Výsledky kontroly sa zaznamenávajú do protokolu o vykonaní montážnych spojov na skrutky s riadeným ťahom. Počet skrutiek, ktoré sa majú kontrolovať, musí byť aspoň uvedené v tabuľke. 3.Tabuľka 3
Pokyny na selektívne sledovanie napnutia skrutiek pomocou kľúčov a CL T sú uvedené v prílohe I. 8.10 Pri preberaní spojov na vysokopevnostných skrutkách skontrolujte kvalitu tesnenia spojov a stav vysokopevnostných skrutiek, matíc a podložiek, resp. testovať aj vzorky dvojčiat podľa článku 8.12. Vysokopevnostné skrutky, matice a podložky, u ktorých sa po napnutí vyvinuli chyby vo forme trhlín, sa musia vymeniť, ako aj skrutky, ktorých dĺžka nie je dostatočná na úplné utiahnutie matice na skrutku, pričom zaistite, aby za maticou bola aspoň jedna a nie viac ako šesť voľných závitov s profilom plného závitu. Tesnenie spojov musí byť súvislé (bez trhlín, medzier, odlupovania atď.) pozdĺž obrysu obalov a pozdĺž spoja podložiek s obalmi, matíc a hláv skrutiek k podložkám, pozdĺž závitov nad maticou. Medzery v spojoch a netesnosti musia byť vyplnené. 8.11 Pri preberaní montovaných konštrukcií so spojmi pomocou vysokopevnostných skrutiek je potrebné predložiť nasledujúcu dokumentáciu: - protokol o vykonaní inštalačných spojov pomocou skrutiek riadených ťahom; - protokol kontrolnej kalibrácie kľúčov pre napnutie skrutiek s vysokou pevnosťou; - certifikáty výrobcu pre vysokopevnostné skrutky, matice a podložky; - protokoly o skúške koeficientu krútiaceho momentu skrutky a koeficientu trenia na kontaktných plochách (ak boli vykonané testy). 8.12 Na požiadanie objednávateľa alebo projekčnej organizácie skúšky svedeckých vzoriek pre stanovenie koeficientu trenia na styčných plochách v súlade s pokynmi uvedenými v prílohe L. Na testovanie sa vyrobia najmenej tri vzorky technológiou prijatou v tomto zariadení.Vzorky sa testujú na lise silou 500 kN, ich nosnosť je porovnávaná s normovými požiadavkami. Skúšky vykonáva laboratórium organizácie výstavby mostov. Výsledky sú uvedené v správe o teste.9 Bezpečnosť práce
9.1 Pri vykonávaní inštalačných prác s trecími spojmi na vysokopevnostných skrutkách je potrebné dodržať nasledovné: - SNiP III-4-80*; - Pravidlá ochrany práce pri výstavbe mostov [1]; - Pravidlá pre konštrukciu a bezpečnú prevádzku nádob prevádzkovaných pod tlakom [2]; - Hygienické pravidlá pri práci s epoxidovými živicami [3]; - Štandardné pokyny na ochranu práce pri skladovaní a preprave horľavého, horľavého a výbušného tovaru [4]; Pravidlá požiarnej bezpečnosti počas stavebných a inštalačných prác [5]. 9.2. Pieskovacie práce. Pieskovací stroj musí mať pas a spĺňať požiadavky „Pravidiel pre konštrukciu a bezpečnú prevádzku tlakových nádob“. Poistný ventil pieskovača by mal byť nastavený na tlak stlačeného vzduchu, ktorý je o 10 % vyšší ako menovitý tlak. Poistné ventily a tlakomery musia byť utesnené. Hadice by mali byť pripojené pomocou obojstranných armatúr a vsuviek zaistených svorkami. Pred začatím a po ukončení práce musia byť hadice a trysky prefúknuté vzduchom. Hadice nesmú byť ohnuté ani skrútené. Na ochranu dýchacieho systému pred pieskovým prachom by sa mali používať plynové masky PSh-2 alebo skafandre s núteným vstrekovaním vzduchu (skafandr typu MIOT-49 atď.). Pre malé objemy prác vykonávaných vonku s dobrou prirodzenou ventiláciou sa používajú individuálne bezventilové prachové respirátory typu „okvetné lístky“ ShB-1. Vzduch privádzaný do skafandru (180 - 200 l/min) je potrebné najprv previesť cez filter, aby sa odstránil olej, voda, uhľovodíky a výpary oxidu uhoľnatého a zohriať. Oči si treba chrániť okuliarmi, uši protihlukovými slúchadlami, štupľami alebo antifónami. V prevádzkovom priestore pieskovacieho stroja s polomerom 10 m sa okrem obsluhy nesmie nachádzať nikto iný. Hadice je možné pripojiť k potrubiu stlačeného vzduchu iba cez ventily inštalované na rozvodných skriniach vzduchu alebo na výstupoch z hlavného potrubia. 9.3 Požiarne čistenie. Pred začatím práce musíte skontrolovať horák, uistiť sa, že je v dobrom stave a či sú hadice v horáku správne pripojené. Pred pripojením hadice horľavého plynu skontrolujte prítomnosť vákua v plynových kanáloch horáka (nasávanie). Nesprávne pripojenie hadíc a nedostatočné nasávanie v acetylénových kanáloch horáka môže spôsobiť spätné šľahanie plameňa. Všetky konektory horákov by sa mali skontrolovať na netesnosti. Únik plynov cez tesnenie a vreteno ventilu a prevlečné matice nie je povolený. Tesniace krúžky upchávky musia byť namazané CI ATIM-221 alebo glycerínom. Matice upchávky a ventily musia byť zaskrutkované úplne (cez celý závit), aby sa zabránilo ich samovoľnému zrúteniu počas prevádzky pri regulácii prietoku. Na začiatku práce je potrebné nastaviť pracovný tlak acetylénu; a kyslík v súlade s režimom. Potom otvorte kyslíkový ventil horáka o 1/4 otáčky a acetylénový ventil horáka o jednu otáčku a ihneď zapáľte horľavú zmes. Potom postupne a striedavo otvárajte kyslíkové a acetylénové ventily horáka a udržiavajte plameň s prebytočným kyslíkom, kým sa nevytvorí normálny plameň požadovaného výkonu. Je zakázané nastaviť normálny plameň počas počiatočného nastavovacieho obdobia, keď je výkon nedostatočný, aby sa zabránilo prasknutiu a spätnému vzplanutiu. Ak je tvar jadra plameňa nepravidelný, je potrebné vyčistiť a prefúknuť vstupné trysky náustka. Ak dôjde k praskaniu alebo spätnému vznieteniu, rýchlo zatvorte ventil horľavého plynu a potom ventil kyslíka. Pri chladení špičky horáka vo vode, aby sa zabránilo vniknutiu vody do pracovných kanálov špičky, by mal byť kyslíkový ventil mierne otvorený. Môže dôjsť k prasknutiu a spätnému vzplanutiu plameňa v dôsledku upchatých trysiek, prehriatia špičky, upchatia a netesností v odpojiteľných spojoch horákových prvkov, ako aj nesprávneho pomeru plynov a horľavej zmesi. Pri hasení horáka najskôr rýchlo zatvorte acetylénový ventil a potom kyslíkový ventil horáka. Keď sa uhol horáka zväčší o viac ako 45° ku kovovému povrchu, rýchlosť a teplota ohrevu trysky sa zvýši a dôjde k pravdepodobnosti spätného rázu a prasknutia. 9.4 Práca s epoxidovými zlúčeninami. Pri práci s epoxidovými živicami a kompozíciami na ich báze je potrebné zabezpečiť čistotu rúk, uterákov, pracovných odevov, pracovných priestorov, nástrojov, zariadení a náradia. Dôkladne si umyte ruky nielen počas prestávok (WC, jedenie) a po skončení práce, ale aj po náhodnom znečistení rúk epoxidovou živicou a tužidlami. Ak sa epoxidová živica alebo tvrdidlá dostanú do kontaktu s pokožkou, umyte miesto teplou vodou a mydlom a utrite tampónom namočeným v etylalkohol alebo dibutylftalát. Pri umývaní rúk nie je dovolené používať acetón, xylén, benzén, toluén a iné toxické rozpúšťadlá. Ak sa vám do očí dostane rozpúšťadlo alebo tužidlo, mali by ste si oči ihneď vypláchnuť veľkým množstvom vody, potom fyziologickým roztokom s koncentráciou 0,6 – 0,9 %. Potom sa určite poraďte s lekárom. Nevytvrdené lepidlo, ktoré sa dostane na zariadenia a nástroje, by sa malo odstrániť acetónom, etylcelosolvom a potom by sa kontaminované miesta mali umyť teplou vodou. Pracovné stoly používané na prácu s polymérnymi materiálmi musia byť pokryté odolným papierom, ktorý sa v prípade znečistenia dá ľahko odstrániť. Piliny, handry, utierky, handry kontaminované epoxidovou živicou, rozpúšťadlá alebo tvrdidlá by sa mali zhromažďovať v kovových škatuliach, uzavretých viečkami a na konci zmeny odniesť na špeciálne miesta určené podľa pokynov hasičského zboru. Na týchto miestach sa musí nahromadený odpad pravidelne spaľovať. Nevypúšťajte kontaminované tvrdidlo, rozpúšťadlo alebo nepoužité zlúčeniny do kanalizácie, riek alebo vodných plôch. Použité materiály – epoxidová živica, tvrdidlá a rozpúšťadlá – je potrebné skladovať v samostatnej miestnosti. Sklady a priestory na prácu s polymérnymi materiálmi musia byť ohňovzdorné, vybavené prívodnou a odsávacou ventiláciou, musia mať dvere, ktoré sa otvárajú smerom von a sú bez prekážok, a prostriedky na hasenie požiaru: boxy s pieskom, azbestová prikrývka, hasiace prístroje (pena triedy OP-3 , OP-5, oxid uhličitý triedy OU-2, OU-5, OU-8). V priestoroch by mali byť nainštalované umývadlá a vždy k dispozícii mäkké mydlo, tvrdé kefy a papierové utierky alebo obrúsky (z obyčajného tenkého baliaceho papiera). Na pracovisku a v sklade polymérnych materiálov nie sú povolené operácie s použitím otvoreného ohňa a iskier (plynové a elektrické zváranie, práca s brúsnymi kameňmi a pod.), ako aj fajčenie a jedenie. Materiály na prípravu formulácií by sa mali vydať zo skladu v minimálnom množstve potrebnom na pracovný deň, zmenu alebo na vykonanie jednorazovej úlohy. Vo výrobnom priestore by sa tieto materiály mali skladovať v malých množstvách v dobre uzavretých nádobách. Každá plechovka, téglik a iná nádoba musí mať nálepku alebo štítok s názvom a označením materiálov a samotná nádoba musí byť v dobrom funkčnom stave a musí mať tesné veko. Na ochranu rúk pred vystavením polymérnym materiálom sa pracovníkom odporúča používať gumené rukavice alebo nerozpustné pasty rôzneho zloženia: prilepiť "X"a od -6" zloženie (v hmotnostných dieloch): Želatína 2,4 Škrob 5,5 Glycerín 82 Burovova tekutina 20 Destilovaná voda 15 Vložiť "Neviditeľné rukavice" na základem eti lc ellyu viniča zloženie (v hmotnostných dieloch): Metylcelulóza 4 Glycerín 11,7 Biely íl 7,8 Mastenec 7,8 Voda 68,7 (Spôsob prípravy: metylcelulóza sa rozpustí vo vode pri izbovej teplote. Glycerín sa zmieša s ílom a mastencom a zmieša sa s roztokom metylcelulózy) . Môžete použiť aj iné kompozície, napríklad pastu IER-1, masť Selyssky, pastu PM-1. Malé množstvo (3 - 5 g) roztoku sa naleje na dlaň a rovnomerne sa rozloží po celom povrchu pokožky rúk a predlaktia. Potom sa pasta nechá zaschnúť, kým sa nevytvorí tenký film; Roztok sa aplikuje na nájdené nepokryté miesta, vysuší sa a „rukavice“ sú pripravené na použitie. Pred aplikáciou pasty musia byť ruky čisté a suché. Pastu skladujte v sklenenej nádobe. Pracovná kombinéza by mala pozostávať z bavlneného županu so zapínaním vzadu alebo z kombinézy a bavlnenej čiapky alebo šatky, plastových návlekov a záster (textilných alebo polyetylénových), podšitých plastových rukavíc alebo gumených rukavíc. Pracovný odev by sa mal meniť týždenne a ak navlhne, ihneď. Práca s epoxidovými zlúčeninami je klasifikovaná ako nebezpečná práca a vyžaduje si vypracovanie mapy pracovných podmienok a určenie percenta príplatku k tarifnej sadzbe pracovníkov. Počas prác sa odporúča poskytovať mlieko bezplatne v súlade s vyhláškou Štátneho výboru pre prácu ZSSR a sekretariátu Celozväzovej ústrednej rady odborových zväzov zo 16. decembra 1987 č. 731/P -13. 9.5 Práca s alkalickými roztokmi. Nádoba, v ktorej sú alkálie skladované, musí byť v dobrom stave a musí mať štítky alebo štítky s názvom produktu. Sklenené fľaše by sa mali vkladať do prútených košov alebo škatúľ naplnených výplňovým materiálom (hobliny, piliny atď.). Pri štiepaní veľkých kusov žieravých alkálií je potrebné kusy zabaliť do látky, nasadiť ochranné okuliare a uviazať si okolo hlavy šatku. Namiesto monolitických kúskov alkálií je vhodné použiť vločky. Práce na odmasťovaní a čistení dielov by sa mali vykonávať iba pri zapnutom vetraní alebo na čerstvom vzduchu. Je potrebné zabezpečiť, aby počas prevádzky hladina roztoku nepresiahla 2/3 výšky technologickej nádoby. Nízko sa skláňať nad vaňou je zakázané. Nie je dovolené prehrievať kúpele s pracovným roztokom, aby nedošlo k postriekaniu. Operácie nakladania dielov do kúpeľov a ich vyberania z nich sa musia vykonávať hladko, aby sa predišlo striekaniu roztokov a ich vniknutiu na pokožku tváre a očí. Aby čistiaci roztok napučal, musia byť diely pri vykladaní držané nad vaňou. Pred začatím práce musíte: - namazať si ruky a tvár vazelínou alebo inými ochrannými prostriedkami, ak je to uvedené v pokynoch na ochranu práce; - noste vhodný ochranný odev, aby sa roztoky nedostali na telo, a chráňte si oči ochrannými okuliarmi. Po dokončení práce je potrebné: - zakryť kúpeľ vekom; odstrániť nástroje, zariadenia a pracovisko; - vyzliecť kombinézu; - umyte si ruky a tvár teplou vodou a mydlom alebo sa osprchujte. Pred jedlom by ste si mali umyť ruky teplou vodou a mydlom. 9.6 Práca s benzínom. Používanie olovnatého benzínu je prísne zakázané. Je zakázané skladovať benzín v otvorenej nádobe, prelievať ho a dávkovať vo vedrách, ako aj používať sifón nasávaním cez hadicu ústami. Benzín by sa mal skladovať v špeciálne určených protipožiarnych priestoroch. Množstvo benzínu na pracovisku by nemalo prekročiť požiadavky na zmeny. Hardvér by sa mal spracovávať na pracovisku vybavenom prívodnou a odsávacou ventiláciou a hasiacim zariadením. Benzínový kúpeľ musí byť uzemnený. Práca sa musí vykonávať v respirátore. Na pracovisku je zakázané fajčiť a používať otvorený oheň. Práca s benzínom je povolená len v prípade požiarneho nebezpečného pracovného príkazu. Pracovný priestor musí byť oplotený a vybavený výstražnými značkami: „Horľavé“, „Zákaz fajčenia“. Nepovolaným osobám je vstup na stránku zakázaný. 9.7 Práca s hydraulickými momentovými kľúčmiKL Ts. Pred začatím práce je potrebné skontrolovať kľúče a čerpadlo a skontrolovať ich funkčnosť. Pracovníci, ktorí napínajú skrutky hydraulickými momentovými kľúčmi, sa musia najskôr oboznámiť s konštrukciou zariadenia a pravidlami manipulácie s ním. Pri prenášaní by sa momentové kľúče a čerpadlo mali držať za špeciálne rukoväte. Čerpadlo a kľúč musia niesť dvaja pracovníci. Vzduchová hadica pripojená k čerpadlu zo siete stavebného vzduchu musí byť spoľahlivá a vylučovať možnosť samovoľného vytrhnutia hadice z armatúry v dôsledku náhodného napätia. Keď je kľúč v prevádzke, protikrútiaci doraz musí bezpečne dosadať na susedný svorník, rebro alebo výstupok kovovej konštrukcie. Kľúče musia mať na tele označenia (nápisy) znázorňujúce: - smer otáčania pre uloženie na susednú skrutku; - miesta na inštaláciu antimomentového dorazu pri práci na uťahovaní a odskrutkovaní matíc. Pri napínaní skrutiek nie je dovolené opierať sa o telo kľúča alebo hydraulického valca namiesto opretia o doraz protiťahu. Na tele čerpadla musia byť nápisy znázorňujúce polohu rukoväte ventilu na rozdeľovanie tlaku počas prevádzky a voľnobehu. Správny pohyb tela kľúča na podopretie protitlakovej zarážky na susednej skrutke je pohyb smerom k armatúre hydraulickej hadice. Pri napínaní vysokopevnostných skrutiek a dosiahnutí štandardného krútiaceho momentu dosahuje maximálna prítlačná sila a krútiaci moment nožičiek proti dorazu na matici 15 kN u kľúča KLTs-110 a 23 kN u kľúča KL Ts-160. Pri práci s momentovými kľúčmi typu KL C a čerpadlom je potrebné dodržiavať bezpečnostné požiadavky pri práci s náradím poháňaným stlačeným vzduchom. 9 .8 Práca s ručnými pákovými momentovými kľúčmi. Pri napínaní skrutky musí pracovník zaujať polohu, ktorá zabráni možnosti pádu alebo zranenia. Aby sa predišlo samovoľnému oddeľovaniu hláv matíc (vymeniteľných nadstavcov) od páky, nie je dovolené používať vymeniteľné nadstavce bez prvkov, ktoré ich zaisťujú. Pri uťahovaní skrutiek by sa mal kľúč držať na matici, aby sa zabránilo „odlomeniu“. Lešenia, lešenia a iné dočasné konštrukcie musia byť pevne upevnené a nesmú sa pohybovať pri krútiacom momente do 1500 Nm na maticu pomocou ručného pákového kľúča.Príloha A
(požadovaný)
Určenie pomeru krútiaceho momentu skrutiek
A.1 Faktor skrútenia v terénne podmienky Na zariadení je povolené určiť UT B-40 (zariadenie na kalibráciu vysokopevnostných skrutiek, TU 36 -2616 -84, výrobca - Kropotkinov závod inštalačných a špeciálnych stavebných zariadení bývalej špeciálnej konštrukcie GlavUPP Minmontazh ZSSR) s napnutie skrutiek pomocou ručného pákového momentového kľúča. Zariadenie UTB-40 je hydraulické zariadenie pozostávajúce z puzdra, piestu, gumových tesnení, príruby, pracovná kvapalina, tlakomer a podporné nožičky.Technické vlastnosti zariadenia UTB- 40:
Rozsah meraných síl, kN 10 - 400 Priemer skúšaných skrutiek, mm 20 - 30 Trieda tlakomeru 1,0 Pracovná kvapalina vretenový olej Teplota okolia počas prevádzky, °C od - 5 do +40 Hmotnosť, kg 19,6 A. 2 Testovaný svorník sa inštaluje do zariadenia UTB-40 s podložkami umiestnenými pod hlavou skrutky a maticou. Otáčaním matice sa pomocou ručného pákového momentového kľúča utiahne na danú štandardnú silu. V momente dosiahnutia špecifikovanej štandardnej napínacej sily skrutky, určenej tlakomerom UTB-40, sa pomocou meracieho prístroja momentového kľúča zaznamená hodnota krútiaceho momentu pôsobiaceho na maticu. Otáčanie skrutky a podložky pod maticou nie je povolené. Odčítania sa vykonávajú súčasne, keď sa kľúč pohybuje (matica sa otáča). Rýchlosť otáčania matice musí byť vyššia ako 0,5 ot./min. Koeficient krútenia sa vypočíta pomocou vzorca
Kde M - krútiaci moment aplikovaný na maticu na napnutie skrutky na danú štandardnú silu, N m; R - napínacia sila skrutky, kN; d - menovitý priemer skrutky, mm. A.3 Zariadenie UTB-40 a ručný pákový momentový kľúč musia byť kalibrované. UTB-40 sa musí kontrolovať týždenne, ako aj po výmene gumových tesnení a kľúč sa musí kalibrovať pred každým testom skrutiek. Zariadenie UTB-40 je povolené kontrolovať na lisoch s príslušnou nosnosťou. Na testovanie sa odoberie 5 sád z každej šarže kovov pripravených na napínanie. Skrutky sa považujú za vhodné na ťah, ak sú koeficienty krútiaceho momentu testovaných skrutiek v rozsahu 0,14 - 0,2. Ak má aspoň jedna z testovaných skrutiek koeficient krútiaceho momentu menší ako 0,14 mm alebo väčší ako 0,2, potom by ste mali: - skontrolovať zariadenie UTB-40; - nastavte pákový momentový kľúč; - skontrolujte zloženie maziva; - vykonajte opakované skúšky na dvojnásobnom počte skrutiek zo série (najmenej 10 ks). Ak sú výsledky opakovaných skúšok negatívne, skrutky testovanej série nie je možné doťahovať. Výsledky testu sú zdokumentované v protokole.
Príloha B
(informatívne)
Pieskovacie trysky
B. 1 V závislosti od materiálu pracovnej časti dýzy to môže byť kov, minerálna keramika alebo kov-minerálna keramika. B. 2 Kovové trysky sa používajú na malé objemy práce. Rýchle opotrebovanie pracovnej časti takýchto trysiek v dôsledku silného abrazívneho pôsobenia piesku obmedzuje jej životnosť. efektívnu prácu s periódou 1,5 - 2 hod.. Konštrukcia pracovnej časti kovovej trysky by preto mala byť mimoriadne jednoduchá a ľahko vymeniteľná (obr. B.1).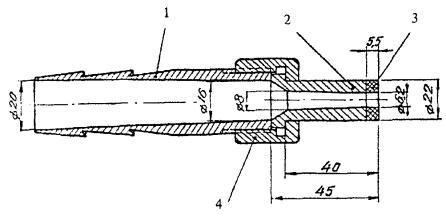
Ryža. B. 1. Kovová tryska:
1 - tryska je držaná; 2 - tryska; 3 - mnohostranná doska pre sústružnícke nástroje 2004 -0053 (pobedit spájkovanie); 4 - prevlečná matica
B.3 Minerálne keramické trysky (obr. B.2) sa používajú pre veľké objemy práce. Materiálová hadica je pripevnená k vlnitej koncovej časti držiaka trysky. Držiak dýzy a prevlečná matica, ktorá sa naň naskrutkuje, sú vyrobené z ocele St3. Pracovnou časťou hubice je minerálna keramická vložka vyrobená zo špeciálnej zliatiny TsM-332, ktorá má zvýšenú odolnosť proti oderu. Optimálna životnosť vložky je 70 - 100 hodín; počas tejto doby sa priemer výstupného otvoru zväčší o 1,0 - 2,0 mm. Prítomnosť skosenia v pracovnom otvore dýzy vytvára priaznivé podmienky pre prechod prúdu piesku a vzduchu. Po uplynutí optimálnej životnosti je možné minerálnu keramickú vložku použiť na opakované pieskovanie. Vložka zo zliatiny TsM-332 sa vyrába v Moskovskom závode na výrobu tvrdých zliatin. B.4 Pre značné objemy práce, aby sa maximalizovala produktivita pieskovania a znížila spotreba vzduchu a piesku, možno použiť kovo-minerálno-keramické trysky (obr. B.3).

Ryža. B. 2. Minerálna keramická tryska:
1 - hadica; 2 - prevlečná matica; 3 - tesniace tesnenie; 4 - pracovná časť; 5 - svlastník

Ryža. B. 3. Keramická tryska z kovovej zliatiny:
1 - minerálna okeramická vložka; 2 - tryska bude mať smrek; 3 - svorka; 4 - hadica;
d- priemer hadice

Ryža. B. 4. Tryska pre očistenie povrchov vo „vidličkách“
1 - držiak trysky; 2 - pracovná časť
Dýza pozostáva z držiaka dýzy z ocele triedy 10 alebo 15 (bez tepelného spracovania) a v ňom tesne uloženej vložky z minerálneho oxidu. Materiálová hadica sa nasadí na držiak trysky a pevne sa pritlačí špeciálnou svorkou. Výhody metalokeramickej trysky sú vylepšená geometria pracovného otvoru a výber materiálov (mäkká oceľ, spracovaná na vstupe pozdĺž hladkej krivky bez zlomenín, má zvýšenú odolnosť proti opotrebeniu). Po dosiahnutí optimálnej životnosti (100 - 125 hodín) je možné keramickú trysku z oxidu kovu použiť na opakované pieskovanie. Ak je potrebné opakovane pieskovať povrchy prvkov a dielov, ktoré tvoria „vidlicu“ na spojoch a zostavách, môžete použiť trysku znázornenú na obr. B.4. Tryska sa skladá z držiaka trysky z bezšvíkovej oceľovej rúry dĺžky 1000 mm a do nej naskrutkovanej pracovnej časti z ocele 40 X alebo nástrojovej ocele s tepelným spracovaním. Zadná časť držiaka trysky má zvlnenie na pripevnenie hadičky na materiál. Pracovná časť dýzy má vpredu kužeľ s dvomi otvormi s priemerom 5 mm, nasmerovaných pod uhlom 45° k pozdĺžnej osi dýzy. Kráčaš s vysoká rýchlosť Z otvorov v oboch smeroch dopadá prúd piesku a vzduchu pod rovnakým uhlom na povrchy prvkov tvoriacich „vidlicu“ a čistí ich. Pri práci s tryskou by ste mali zabezpečiť, aby rovina prechádzajúca pozdĺžnymi osami oboch otvorov bola kolmá na čistené plochy. Poznámka. Môžu sa použiť dýzy iných značiek.
Príloha B
(informatívne)
Odlučovače oleja a vlhkosti
B.1 Na čistenie stlačeného vzduchu od oleja a vlhkosti počas pieskovania je možné použiť odlučovač oleja typu C-732 (obr. B.1).
Ryža. V 1. Odlučovač oleja a vlhkosti C-732
1 - škrupina; 2 - filter;3 - sponky; 4 - kryt;5 - poistný ventil; 6 - tlakomer; 7 - prevodovka; 8, 9, 10, 11 - kohútiky
Stlačený vzduch vstupuje cez dvojcestný ventil 10 do škrupiny. Značná časť vlhkosti a oleja, ktoré sa uvoľňujú v škrupine, sa zhromažďuje na spodnej panve guľového dna škrupiny, odkiaľ sa odstráni pri otvorení kohútika 11 . Stlačený vzduch prechádzajúci cez koks a dve plstené filtračné vložky sa čistí od oleja a vlhkosti. Vyčistený stlačený vzduch vstupuje do prevodovky a von z nej cez kohútiky 8 A 9 cez hadice na miesto spotreby. Technické špecifikácieodlučovač oleja S-732 Objem, l 35 Maximálny prevádzkový tlak, MPa 0,7 Filter: počet plstených vankúšikov 2 plniaci koks Hmotnosť, kg 36 Celkové rozmery, mm 1080 x 395 x 375 Výrobca: Vilnius Painting Equipment Plant. B. 2 Schematický diagram prenosného odlučovača oleja s gélom selic je na obr. AT 2.

Ryža. AT 2. Schéma pe prenosný odlučovač oleja/vody:
1 - kolóna so selénovým gélom; 2 - bezpečnostná mriežka; 3 - tesniace tesnenie; 4, 5, 10 -15, 17, 18 - regulačné ventily; 6 - vykurovací článok; 7 - plášť ohrievača; 8 - tepelná izolácia; 9 - ohrievač (regenerátor); 16 - vedenie stlačeného vzduchu (rozdeľovač)
K zberateľovi 9 cez ventil 4 Stlačený vzduch je dodávaný z hlavného potrubia. Cez ventily 18 A 13 stlačený vzduch vstupuje do kolón so selénovým gélom 7, kde sa čistí od vlhkosti, oleja a mechanických nečistôt. Prečistený na vzduch cez ventily 5 a 10 dostane k spotrebiteľovi. Počas prevádzky sa silikagél navlhčí. Použitý silikagél triedy KS M alebo KS K podľa GOST 3956 sa po navlhčení regeneruje 1,5 - 2 hodiny pri teplote 250 - 300 ° C. Chladivom je vzduch, ktorý vstupuje do ohrievača cez ventil 15 9 a zahrieva sa na 250 - 300 °C. Vzduch sa ohrieva cez ventily 14 A 17 vstupuje do kolón so silikagélom 1 . Prechádzajúc cez stĺpce odvádza prebytočnú vlhkosť cez ventily 4 A 11 palcov atmosféru. Čistiace kolóny pracujú striedavo: jedna v prevádzkovom režime, druhá v regeneračnom režime. Tepelné vykurovacie telesá slúžia na ohrev vzduchu v ohrievači 6 (napríklad TEN). Okrem silikagélu je možné v kolónach použiť aj iné materiály (napríklad hlinitý gél a pod.), ktoré svojimi vlastnosťami nie sú horšie ako silikagél. Objem jednej kolóny so silikagélom musí zabezpečiť nepretržitý prísun prečisteného a vysušeného stlačeného vzduchu počas jednej zmeny; Prietoková plocha potrubí musí zodpovedať objemu prechádzajúceho stlačeného vzduchu. Poznámka. Je povolené používať odlučovače oleja iných značiek.
Príloha D
(informatívne)
Zariadenie na čistenie plynového plameňa
|
Názov zariadenia |
Stručné technické charakteristiky |
| Horák GAO-60 alebo GAO-2-72 (pozri obr. 4) | Široký strih, viacplamenný. Pracovná šírka 100 mm, produktivita do 4 m2/h |
| Kyslíkové fľaše | - |
| Valce s acetylénom | - |
| Valcový reduktor kyslíka DKD 15 -65 alebo RKD 15 -61 | Maximálny vstupný tlak 20 MPa. |
| Pracovný tlak: maximálne 0,8 MPa; minimálne 0,05 MPa. Priepustnosť pri maximálnom tlaku 23 m 3 / h | |
| Acetylénový balónový reduktor RD-2 AM, DAP - 1 -65 | Maximálny vstupný tlak je 2,5 MPa. Pracovný tlak od 0,01 do 0,15 MPa. Priepustnosť 5 m 3 /h |
| Gumové hadice na kyslík (GOST 9356) | Priemer: vnútorný 9 mm, vonkajší 18 mm; pracovný tlak 1,5 MPa |
| Gumové hadice na prívod acetylénu (GOST 9356) | Priemer: vnútorný 9 mm, vonkajší 17,5 mm; pracovný tlak 0,6 MPa |
| Poznámka. Počet horákov a fliaš GAO-60 s kyslíkom a acetylénom sa prideľuje na základe plochy špecifických povrchov, ktoré sa majú čistiť počas zmeny, berúc do úvahy rýchlosť pohybu horáka podľa bodu 4.18 a špecifickú spotrebu kyslík a acetylén podľa bodu 4.21 tohto STP. | |
Príloha D
(informatívne)
Motorizované kovové kefy
|
Index |
Elektricky poháňaný |
S pneumatickým pohonom |
|||
|
IE-2106 roh |
IP-2104 roh |
||||
| Rýchlosť, min - 1 | |||||
| výkon, kWt | |||||
| Napätie, V | |||||
| Tlak stlačeného vzduchu, MPa | |||||
| Spotreba vzduchu, m 3 /m an | |||||
| Hmotnosť, kg | |||||
| Pracovné telo - typ kefy |
Radiálny RV 150x12 x x22 P0,8 |
Radial RV 150 x12 x22 P0,8 jednorad |
Koncová TV 80 x12 x x22 P0,8 |
||
| Poznámka. Drôtené oceľové kefy pre elektrické náradie sa vyrábajú v súlade s GOST 9.014. Ručné oceľové kefy - podľa OST 17 -830 -80. | |||||
Príloha E
(informatívne)
Údaje o brúsnom materiáli - karbid kremíka (karborundum)
Karbid kremíka (karborundum) je brúsny materiál predstavujúci chemickú zlúčeninu kremíka s uhlíkom, jeden z najdôležitejších karbidov používaných v technológii. Tvrdosť karbidu kremíka na stupnici MOOCA je 9,5 - 9,7; v tvrdosti je na druhom mieste za diamantom a karbidom bóru. Pre abrazívne spracovanie priemysel vyrába dva typy kremíka podľa OST 2 MT 74 -8: zelený a čierny. Autor: chemické zloženie a fyzikálne vlastnosti zeleného a čierneho karbidu kremíka sa mierne líšia, avšak zelený karbid kremíka obsahuje menej nečistôt, má mierne zvýšenú krehkosť a väčšiu brúsnu schopnosť. Brúsne materiály z karbidu kremíka určené na výrobu brúsnych nástrojov, brúsneho papiera, ako aj na spracovanie s voľným zrnom, v závislosti od druhu a kvality, sú vyrábané podľa tried OST 2 MT 74 -8 uvedených v tabuľke.|
Druh brúsneho materiálu |
||
|
podľa OST 2-144-71 (zrušené) |
podľa OST 2 MT 74-8-78 (platné) |
|
| Čierny karbid kremíka | - | 55 C |
| K 48 | 54 C | |
| K 47 | 53 C | |
| K 45 | - | |
| Zelený karbid kremíka | - | 64 C |
| K 39 | 63 C | |
| K 38 | 63 C | |
| K 37 | 63 C | |
| K 36 | 63 C | |
| K 35 | - | |
Príloha G
(informatívne)
Rázové uťahováky na predpínanie vysokopevnostných skrutiek
|
Index |
Typ (značka) rázového uťahováka |
||
|
IP-3106B (IP-3122) rovný |
IP-3115A (IP-3123) rovný |
IP-3205B roh |
|
| Krútiaci moment (podľa pasu), Nm | |||
| Vstupný tlak vzduchu (nadmerný), MPa | |||
| Prietok vzduchu, m 3 /min | |||
| Priemer zaskrutkovaných skrutiek, mm | |||
| Hmotnosť, kg | |||
| Rozmery vymeniteľných hlavíc matíc (pozri obr. G.1), mm | |||
| Svetlý priemer hadice, mm | |||
| Poznámka. Výrobca: IP-3106 B, IP-3205 B - “Pneumost Roymashina”, Jekaterinburg; IP-3115 A - „Pneum Ostroym Ashina“, Moskva | |||

Ryža. J. 1. Vymeniteľné hlavy rázových uťahovákov:
A -S = 36 mm; b -S = 41 mm (47 mm)
Príloha I
(informatívne)
Momentové kľúče pre kalibrované napnutie vysokopevnostných skrutiek
A.1 Hydraulické momentové kľúče KLT a pohon NP G I.1 .1 Hydraulické kliešte KL Ts-110 a KL Ts-160 (obr. I.1, I.2) majú podobný dizajn a líšia sa veľkosťou a výkonom. Klávesy pozostávajú z troch hlavných komponentov (pozri obr. I.1): hydraulického valca 1 , bývanie 2 a rotačný bubon 3 . Bubon sa voľne otáča v ložiskách, ktorých úlohu zohrávajú kryty. 4 . Vymeniteľné hlavy matíc sú inštalované na koncoch (šesťhranný tvar) bubna vyčnievajúcich z krytov. 5 (vyrobené 12-stranné). Počas pracovného zdvihu bubon 3 s vymeniteľnou hlavou 5 otáča maticou napínacej skrutky a po vypnutí pohonu a vybratí kľúča z matice sa vráti do pôvodnej polohy. Kľúč a pohon sú spojené flexibilnou hadicou 7 . Kľúče sú vybavené tromi vymeniteľnými dorazmi proti krútiacemu momentu 6 (pozri obr. I.1): hlavná s podperou na susednej skrutke; zvýšená výška s oporou o susedný svorník, používa sa len s vymeniteľnou hlavou matice aj so zvýšenou výškou (obr. I.3); dodatočne opreté o stenu montovanej konštrukcie (obr. I.4). Dodatočný doraz a doraz so zvýšenou výškou by sa mal použiť iba v prípadoch, keď nie je možné namontovať kľúč s hlavným dorazom na ťažnú skrutku v rohových spojoch montovanej konštrukcie. Zarážky sú inštalované v špeciálnych miestach krytu a zaistené rukoväťou (rukoväť nie je znázornená na obrázku). Technické charakteristiky kľúčov KLTs-110 a KLTs-160 sú uvedené v tabuľke I.1. I.1.2 Pneumohydraulické čerpadlo N PG-250 (obr. I.5) pozostáva z pneumatického valca 1 a hydraulický valec 2 . Na pneumocilín dr 1 namontovaný vzduchový reduktor 3 s tlakomerom, olejový sprej litel 4 a pneumatický rozvádzač 5 s ručnou ovládacou rukoväťou, spojenými medzi sebou a s dutinami pneumatického valca rúrkami 6 prívod a odvod stlačeného vzduchu. V hydraulickom valci 2 Je namontovaný dvojpolohový (pre KLTs-110 a KLTs-160) obmedzovač (na obrázku nie je znázornený), ktorý zabraňuje zvýšeniu tlaku pracovnej tekutiny na konci zdvihu kľúča KLTs, t.j. dosiahne sa maximálny uhol natočenia kľúča. Hydraulický valec 2 pripojený ku kľúču KLC jednou flexibilnou vysokotlakovou hadicou 9. Na riadenie vypočítaného tlaku kvapaliny (a podľa toho aj krútiaceho momentu vyvinutého kľúčom) je hydraulický valec vybavený manometrom 8 a rezačka 7 pracovný tlak (odrezať uťahovacím momentom). Hadica a vzduch z hlavného potrubia sa privádzajú do reduktora vzduchu čerpadla. Prívod vzduchu pomocou pneumatického rozvádzača do spodnej časti pneumatického valca zaisťuje „pracovný zdvih“ kľúča (napnutie skrutky) a pri prívode vzduchu do hornej dutiny - „ voľnobeh“, t.j. vrátenie piestu čerpadla a reťazového bubna kľúča KLC do pôvodnej polohy.
Ryža. I. 1. generála typ kľúča. KLC -110 (KLC -160)

Ryža. A 2 . Návrh kľúčových KLT -110 (KLT -160) podľa projektu 387 ,00 ,00 ,000
1 - reťaz; 2 - poistná matica; 3 - tyč hydraulického valca; 4 - telo kľúča; 5 - kovanie; 6 - hydrocilín atď.; 7 - pružina; 8 - zástrčka; 9 - výstupný valec; 10 - spätný kábel; 11 - kryt; 12 - bubon a reťaz

Ryža. I.3. AtďAtraktívny doraz na kľúč KL Ts-110 (KLTs-160) podľa projektu 387 ,00 ,00 ,000

Ryža. I. 4. Dodatočný protimomentový doraz kľúča KLTs-110 (KLTs-160) uložený v „stene“ podľa projektu 387 .00 .00 .000:
1 - plech, oceľ 10 HSN D; 2 - skrutka, oceľ 40 X, N RS 28 -32; 3 - poistná matica; 4 - matica, oceľ 20 X; 5 - poistný krúžok; 6 - prst, oceľ 20 X

Ryža. I. 5. Pn eum ogydra mic pump N GP-250:
1 - mon eum ocy lin dr; 2 - hydrocylín dr; 3 - reduktor vzduchu; 4 - olej postrieka smrek; 5 - mon evm oras distribútor; 6 - rúrky; 7 - odrezaný; 8 - tlakomer; 9 - hadica
Tabuľka I. 1
technické údaje momentové kľúče podľa projektu 387 .00 .00 .000
|
Parameter |
Typ kľúča (značka) |
|
| Priemer napínaných skrutiek, mm | ||
| Ťahový moment, vypočítaný, N m | ||
| Maximálny uhol natočenia hlavy pri napínaní, stupňov. | ||
| Pracovný tlak v hydraulickom valci kľúča pri doťahovaní skrutiek na konštrukčný moment, MPa (určí sa kalibráciou) | ||
| rozmery, mm: | ||
| dĺžka | ||
| šírka hlavy | ||
| vonkajší priemer hydraulický valec | ||
| Hmotnosť kľúča, kg | ||
| Pracovná kvapalina |
Vretenový olej AU (GOST 1642) |
|
| Typ ťažnej reťaze |
P-15, 875 -8000 -3 |
|
| Presnosť generovania krútiaceho momentu, % | ||
| Čas na otočenie hlavy kľúča do maximálneho uhla pri práci s čerpadlom NPG-250, s | ||
| Dĺžka ohybnej vysokotlakovej hadice spájajúcej kľúč s čerpadlom, m | ||
Technické vlastnosti pňav komorách hydraulického čerpadla NPG-250 podľa projektu 387 ,00 ,00 ,000
Celkové rozmery mm: Dĺžka 448 Šírka 362 Výška 573 Pracovný zdvih piestu, mm 180 Pracovný tlak vzduchu pri doťahovaní skrutiek, MPa: - M 22 - s kľúčom KLTs-110 0,35 - M 24 - s kľúčom KLTs-110 0,45 - M 27 - s kľúčom KLTs-160 0 ,43 Pracovný tlak v hydraulickom valci pri doťahovaní skrutiek (určený kalibráciou) 1, MPa: M 22 M 24 1 V čitateli - pri práci s kľúčom KLTs-110 , v čitateli - kľúčom KLTs-160 M 27 Hydraulický systém tlakomer MO -160 -400 x0,4 Chyba vypínania krútiaceho momentu (tlakom), MPa 0,2 - 0,3 Hmotnosť, kg 39 I. 1.3 Príprava KL Ts kľúč a čerpadlo NPG pre prevádzku zahŕňa: - vonkajšiu kontrolu zariadenia; - naplnenie hydraulického klieští a čerpadla pracovnou kvapalinou a ich prepojenie pomocou vysokotlakovej hadice do pracovnej súpravy; - testovanie chodu naprázdno a pri zaťažení; - kalibrácia kľúča. Pri vonkajšej kontrole zariadenia kontrolujú; absencia vonkajšieho poškodenia a príznakov deformácie prvkov zariadenia a tlakomerov; stupeň napätia spätného kábla; spoľahlivosť upevnenia trakčných prvkov kľúčov; spoľahlivá fixácia vymeniteľných hlavíc matíc v otvoroch reťazového bubna (na oboch stranách) a upevnenie protikrútiaceho dorazu a rukoväte na prenášanie; prítomnosť všetkých upevňovacích prvkov a ich správna inštalácia; žiadny únik oleja z hydraulického systému cez tesnenia a závity; žiadne poškodenie vzduchovej alebo hydraulickej hadice. Hydraulické valce čerpadla a kľúča, ako aj spojovacia hadica sú úplne naplnené olejom. Nedostatočné plnenie alebo únik oleja počas ovládania kľúča vedie k zníženiu pracovného zdvihu. Testovanie prevádzky zariadenia pri voľnobehu zahŕňa kontrolu: prevádzkyschopnosti rozdeľovača vzduchu, regulátora tlaku a tlakomerov, úplnosti a plynulosti pohybu pohyblivých prvkov agregátov (reťazový bubon, piest atď.) a ich návrat do ich pôvodnú polohu, ako aj správnu inštaláciu piestu čerpadla obmedzovača zdvihu v dvoch polohách. Obmedzovač zdvihu umiestnený v dutine hydraulického valca zabraňuje vzniku tlaku v pracovnej kvapaline po otočení hlavy matice o 180°. Pri správne nainštalovanom obmedzovači na konci zdvihu kľúča tlak v pracovnej kvapaline klesne na nulu. Ak chcete pracovať s kľúčom K LTs-110, zarážku pojazdu je potrebné odskrutkovať, kým sa nezastaví, pomocou nástrčného kľúča (súčasť súprav) a vložiť ho cez plniaci otvor do dutiny hydraulického valca čerpadla. Pri práci s kľúčom KLTs-160 musí byť obmedzovač zaskrutkovaný až na doraz. Kľúče a čerpadlá s deformovanými prvkami, ako aj so sťaženým vzájomným pohybom dielov pri skúšaní na voľnobeh nie sú povolené. Skúšobné práce pri zaťažení pozostávajú zo zaťažovania komponentov zariadenia (najmenej troch zaťažení) v konštrukčnom režime napínania vysokopevnostných skrutiek a nastavovania vypínania krútiaceho momentu. Kalibrácia kľúča ako prvku prípravy zariadenia na prevádzku sa vykonáva pomocou kalibračného zariadenia UT-1 (pozri prílohu K). I. 1.4 Nastavenie vypínania uťahovacieho momentu by sa malo vykonať v nasledujúcom poradí: - zaskrutkujte nastavovaciu skrutku vypínania až na doraz; - nastavte rukoväť pneumatického rozvádzača a teleso čerpadla do polohy „voľnobeh“; - pripojte stlačený vzduch k čerpadlu a pomocou prevodovky nastavte požadovaný tlak vzduchu podľa údajov na tlakomere: pri práci s kľúčom KL Ts-110 - 0,35 MPa (skrutky M22), 0,45 MPa (skrutky M24) ; pri práci s kľúčom KL Ts-160 - 0,24 MPa (skrutky M22), 0,30 MPa (skrutky M24) a 0,43 MPa (skrutky M27); - namontujte kľúč na utiahnutú skrutku (alebo kalibračné zariadenie); - naložte kľúč KL C, presuňte rukoväť pneumatického rozvádzača do polohy „pracovný zdvih“; - odskrutkujte nastavovaciu skrutku, kým sa uzatvárací ventil neotvorí, keď sa cez uzatváracie otvory uvoľní vzduch do atmosféry. Uzavierací ventil by mal fungovať pri tlaku v hydraulickom valci, keď hodnoty hydraulického tlakomera čerpadla zodpovedajú 105 % štandardného krútiaceho momentu (podľa kalibračných údajov); - skontrolujte nastavenie uzatváracieho ventilu zvýšením tlaku v hydraulickom valci 3-5 krát na 105 % štandardnej úrovne. V prípade potreby upravte frézu pomocou nastavovacej skrutky a zmeňte tlak vzduchu pomocou reduktora; - nastavenie uzatváracieho ventilu sa považuje za dokončené, keď sa pri aktivácii uzatváracieho ventilu hladina tlaku v hydraulickom valci čerpadla nezvýši nad 105 % alebo sa mierne zníži. I. 1.5 Postup pri uťahovaní skrutiek pomocou kľúčov KLC. Ak chcete kalibrovať napnutie skrutiek, mali by ste: - nainštalovať pneumatické hydraulické čerpadlo s pripojenou vzduchovou hadicou (s uzavretým ventilom) v polohe, ktorá poskytuje možnosť utiahnuť najväčší počet skrutiek pri jednej inštalácii, pričom pracovné články musia mať medzi sebou vždy vizuálne a počuteľné spojenie. Uistite sa, že protikrútiaci moment kľúča je nainštalovaný na strane nápisu „Napnutie“ na tele kľúča; - presuňte rukoväť pneumatického rozvádzača čerpadla do polohy spúšťania stlačeného vzduchu do hornej dutiny vzduchového valca (voľnobeh) a otvorte ventil na vzduchovej hadici; - nastavte požadovaný tlak vzduchu na reduktore vzduchu a nastavte činnosť vypínania krútiaceho momentu; vypínanie krútiaceho momentu sa musí nastaviť podľa údajov na tlakomere čerpadla tak, aby sa napnutie skrutky automaticky zastavilo, keď sa na maticu skrutky pomocou kľúča aplikuje krútiaci moment rovnajúci sa 105 % štandardného krútiaceho momentu; - momentový kľúč nasaďte na maticu napnutej skrutky tak, aby antimomentový doraz dosadal na jednu z matíc susedných skrutiek alebo bol v jej tesnej blízkosti a v tejto polohe držte kľúč za rukoväť; - presuňte rukoväť pneumatického rozvádzača čerpadla do polohy „silový zdvih“, čo povedie k rotácii reťazového bubna, pritlačeniu proti dorazu proti susednej matici a napnutí skrutky; - prestaňte napínať skrutku, keď sa dosiahne tlak na manometri čerpadla v súlade s požiadavkami odseku. I.1.4. Napnutie skrutky sa zastaví jedným z dvoch spôsobov: - automaticky - spustením vypínania krútiaceho momentu (v tomto prípade je hodnota krútiaceho momentu duplikovaná údajmi na tlakomere čerpadla), potom sa rukoväť pneumatického rozdeľovača vráti do polohy jeho pôvodná poloha (odporúčaná metóda); - ručne, s vizuálnym pozorovaním údajov na tlakomere čerpadla - otočením rukoväte rozdeľovača vzduchu do východiskovej polohy, keď sa dosiahne požadovaný tlak na manometri čerpadla. Práce na napínaní skrutiek vykonáva tím pozostávajúci z dvoch pracovníkov - jeden z nich pohybuje kľúčom pozdĺž skrutkového poľa a druhý riadi činnosť čerpadla. Je zakázané uťahovať skrutky tak, že telo alebo hydraulický valec kľúča opriete o susednú skrutku namiesto toho, aby ste ju podopreli dorazom proti momentu. Kľúče KL Ts možno použiť na zaistenie matíc utiahnutých skrutiek pri ich odskrutkovaní. Ak je potrebné pri odskrutkovaní vysunúť maticu, treba demontovať náhradnú hlavu a protikrútiaci doraz a namontovať ich na opačnú stranu tela kľúča, t.j. na strane nápisu „Od skrutkovania“, po ktorom sa odskrutkovanie vykonáva v poradí opísanom vyššie. Počas prestávok v prevádzke by mal byť vypnutý prívod stlačeného vzduchu do čerpadla. Meracie a regulačné prístroje kľúčov KLC počas prevádzky a skladovania musia byť chránené pred zrážkami, pieskovým prachom a pod. Selektívne sledovanie napnutia skrutky pomocou kľúčov KLC sa vykonáva v závislosti od použitej metódy napínania jedným z dvoch spôsobov: a) keď je skrutka napínacie dorazy, automatickou aktiváciou z Pomocou kľúčovej uťahovacej momentovej frézy KLC aplikujte na maticu moment podľa tabuľky. 2 bod 7.4. V tomto prípade by sa matica nemala uvoľniť. Ak sú krútiace momenty pri ovládaní pomocou prvej metódy pre aspoň jednu skrutku menšie ako požadovaná hodnota, potom podliehajú kontrole všetky skrutky tohto spojenia; b) keď sa napnutie zastaví, otáčaním rukoväte pneumatického rozvádzača s vizuálnym pozorovaním údajov tlakomeru sa posúdi úroveň napnutia vysokopevnostnej skrutky v momente uvoľnenia matice maximálnym tlakom na prítlak tlakomeru hydraulického čerpadla NP G. Tlak vizuálne zaznamenáva obsluha čerpadla. Uťahovanie matice je spravidla sprevádzané oscilačnou (s určitým uvoľnením) zmenou rýchlosti nárastu tlaku. V prípade plynulého uvoľnenia matice, ktoré nie je sprevádzané uvoľnením tlaku, signál na odčítanie dáva operátorovi čerpadla pracovník obsluhujúci kľúč. V momente uvoľnenia matice (alebo na signál pracovníka ovládajúceho kľúč) by sa rukoväť pneumatického rozvádzača mala okamžite presunúť do polohy „voľnobeh“. A.2 Ručné pákové momentové kľúče Na uťahovanie skrutiek s vysokou pevnosťou je povolené používať kľúče, ktoré sú vybavené zariadením, ktoré udáva veľkosť krútiaceho momentu prenášaného kľúčom. I.2.1 Kľúč od Záporožského strojárskeho závodu ministerstva železníc. Kľúč s hydraulickým dynamometrom je určený na napínanie vysokopevnostných skrutiek s priemerom do 24 mm vrátane s krútiacim momentom maximálne 1300 N m. Uťahovák je vybavený dvoma rukoväťami dlhými 1,3 a 1,8 m. Dlhá rukoväť by sa mal používať pri napínaní skrutiek s priemerom 22 a 24 mm, krátke - pri napínaní skrutiek menšieho priemeru, ako aj pri práci v stiesnených podmienkach. Objímky a objímky sú dodávané v dvoch typoch, vo veľkostiach kľúčov 32 mm a 36 mm, vhodné na napínanie skrutiek s priemerom 18 mm a 22 mm. Vzťah medzi údajmi hydraulického tlakomera kľúča a krútiacim momentom prenášaným kľúčom je znázornený v tabuľke namontovanej na jednej z lícníc kľúča. Údaje v tejto tabuľke sú orientačné a podliehajú spresneniu pri kalibrácii kľúča (viď. Príloha K) Na základe výsledkov kalibrácie sa značka na sklíčku tlakomeru otočí do požadovanej polohy. Chyba merania krútiaceho momentu ±5 %. Vďaka prítomnosti západkového mechanizmu je možné skrutky napnúť bez otáčania kľúča. Kľúč možno použiť ako na uťahovanie skrutiek, tak aj na ich odskrutkovanie, čo sa dosiahne preskupením koncového nástavca. Telo hydraulického valca kľúča je naplnené olejom, ktorého množstvo sa pravidelne dopĺňa. Hmotnosť kľúča 11 - 15 kg. I.2.3 Kľúč závodu mostných konštrukcií Kurgan. Kľúč s číselníkom ICH -10 je určený na uťahovanie skrutiek krútiacim momentom do 1300 N m. Na ochranu indikátora pred poškodením by mal byť na mieste nainštalovaný kovový kryt s otvorom oproti stupnici. Vzťah medzi indikátormi a krútiacim momentom prenášaným kľúčom je stanovený na základe výsledkov kalibrácie kľúča (pozri prílohu K). V počiatočnej (nezaťaženej) polohe kľúča je malá šípka indikátora nastavená na dielik 2, veľká šípka na 0. Kľúč je vybavený západkovým mechanizmom. Hmotnosť kľúča je cca 14 kg. Chyba merania krútiaceho momentu ± 5 %. Kľúče vyrába závod na stavbu mostov Kurgan. I.2 .4 Kľúče Kropotkinovho závodu montážnych a špeciálnych stavebných zariadení (tabuľka I.2).
Tabuľka I. 2.
Technické vlastnosti kľúčov
|
Index |
Kľúč KD-150 (ovládanie) |
KPTR-150 (konečný) |
| Uťahovací moment, N m | 700 - 1500 | 700 - 1500 |
| Priemer utiahnutých závitov, mm | M 20 - M24 | M 20 - M24 |
| Veľkosť utiahnutých matíc na kľúč, mm | 32 ; 41 | 32 ; 41 |
| Veľkosť pripojovacieho štvorca pre vymeniteľnú hlavu, mm | Nešpecifikované | 25x25 |
| Sila na rukoväť pri najvyššom uťahovacom momente, N | 900 | 900 |
| Merací prístroj | Ukazovateľ číselníka | Zvukový signál |
| Chyba merania krútiaceho momentu, % | Nešpecifikované | ± 5 |
| Najmenší uhol prípravného zdvihu kľúča počas prevádzky, stupne | 15 | 15 |
| Celkové rozmery, mm | 80,5 x 161 x 1873 | 80,5 x 105 x 1873 |
| Hmotnosť (bez vymeniteľných hlavíc), kg | 12 | 12 ,5 |
| Zdroj, uťahovací cyklus, tis. | 50 | 50 |
Príloha K
(požadovaný)
Tarovacie momentové kľúče
TO.1 Tarovanie hydraulických momentových kľúčov KL Ts K. 1.1 Zariadenie UT-1 (obr. K.1) je určené na kalibráciu kľúčov typu KLT. Skladá sa z rámu 7 , stop 2 s vymeniteľnou nápravou 3 šesťhranná a okrúhla časť, sklopný stojan 4 , Zmeral som silu 5 s tlakomerom. Jar 6 zabezpečuje kolmosť stojana 4 vzhľadom na silomer 5 a fixuje stálosť vzdialenosti (ramena) medzi osami A a B pri inštalácii kľúča na kalibračné zariadenie. Nosná cievka pružiny je upevnená v inštalačnej drážke epoxidovým lepidlom alebo spájkovaním.
Ryža. K. 1. Zariadenie UT-1 na kalibráciu momentových kľúčov
Merač sily to smrek 5 , manometer a rúrky, ktoré ich spájajú, sú úplne naplnené transformátorovým olejom. Únik oleja nie je povolený. Kalibračné zariadenie UT-1 je vybavené sklopnou pákou 7 s olovnicou a sadou inventárnych váh potrebných na jej overenie. Pri vystavení vonkajšej sile prenášanej cez sklopnú vzperu 4 , silomer je stlačený 5 a vzniká v ňom tlak tekutiny úmerný sile a zaznamenaný tlakomerom.
Technické vlastnosti UT-1
Limity merania reakcie podpery, kN do 20 Manometrická sila z meracieho prístroja MO-160 -60 x0,4 Chyba kalomeru, % ±0,2 Chyba kalibračného zariadenia, % ±1 Rameno podpery reakcia, mm 100 Sklopná dĺžka páka v pracovnej polohe (plná), mm 1660 Hmotnosť UT-1 (bez páky a závažia), kg 14 Celkové rozmery UT-1, mm: dĺžka 425 šírka 120 výška 250 Hmotnosť páky, kg 13.8 Zaťaženia (v čitateli množstvo , ks, v menovateli hmotnosť jedného bremena, kg); ; Priemerný čas kalibrácie, min 5 - 10 Hlavná kinematická a hydraulické obvody kalibrácia hydraulických momentových kľúčov typu KL Ts sú znázornené na obr. K.2.

Ryža. K.2. Hlavná kinematikaElektrické a hydraulické kalibračné schémy pre hydraulické kľúče:
a - overenie snímača hydraulického tlaku (DDD); b - kalibrácia kľúča
K. 1.2 Tarovanie by sa malo vykonávať vo vnútri alebo pod prístreškom. Tarovacia stanica musí mať stolík na pripevnenie tary k vlastnému zariadeniu UT-1, musí byť vybavená stlačeným vzduchom a úložným priestorom pre UT-1 s pákou a inventarizačnými závažiami. Pred zaťažením zariadenia UT-1 pákou so závažiami je potrebné ho ponechať minimálne 0,5 - 1 hodinu v teplotných podmienkach kalibračného miesta. Kalibrácia kľúča KLC sa vykonáva v dvoch fázach. V prvej fáze sa vytvorí spojenie medzi veľkosťou aplikovaného krútiaceho momentu a reakciou podpory. V tomto prípade sa krútiaci moment určený podľa bodu 7.4 vytvára pomocou páky a kalibrovaných závaží, ktoré sú vybavené zariadením UT-1, a reakcia podpery sa zaznamenáva tlakomerom silomeru (GMD). Minimálne trikrát zaťažte kalibračné zariadenie pákou so závažím, aby ste vytvorili požadovaný krútiaci moment. Na základe výsledkov zaťaženia sa vypočíta priemerná hodnota odčítaní tlakomeru kalibračného zariadenia. V druhom stupni, bezprostredne po kalibrácii plynového motora, je na kalibračnom zariadení s vymeniteľnou šesťhrannou hlavou nainštalovaný kalibračný kľúč. Pri trojnásobnom zaťažení kľúča pomocou pneumatickej hydraulickej pumpy v režime uťahovania matíc požadovaného priemeru sa na posúdenie použije hodnota reakcie podpery (údaje tlakomeru silomera) stanovená v prvom stupni. krútiaci moment vyvinutý kľúčom a priraďte ho k údajom o tlaku pracovnej tekutiny v hydraulickom valci kľúča (podľa manometra pneumohydraulického čerpadla). Ďalej sa na základe údajov získaných z tlakomera čerpadla vypočíta priemerný tlak v hydraulickom systéme kľúča, ktorého dosiahnutie pri uťahovaní skrutiek zodpovedá aplikácii požadovaného krútiaceho momentu. Etapa 1 - overenie kalibračného zariadenia UT-1 (pozri obr. K.2, a), vykonávané v nasledujúcom poradí operácií: zariadenie UT-1 je zaistené skrutkami (svorkami) na vodorovnej rovine 1 ; nainštalujte okrúhlu náhradnú nápravu 2 ; zaistite stojan 3 . V tomto prípade by ste sa mali uistiť, že vzdialenosť* medzi stojanom 3 a os 2 rovná sa A= 100 mm ± 1 mm a stojan je kolmý na rovinu 1 . Zaznamenajte údaj tlakomeru 4 ; * Odporúča sa, aby podpera zodpovedajúca kľúču bola umiestnená na opačnom koncovom doraze kľúča. A= 100 mm ± 1 mm, zaistite napr. vyvŕtaním otvoru s priemerom 10 mm a hĺbkou 2 mm. inštalované na vymeniteľnej náprave a páke 5 s olovnicou 6 a položte ho na sklopný stojan 3 ; zavesiť bremená zásob podľa tabuľky. K.1, vytvorenie s prihliadnutím na hmotnosť páky 5 a olovnica 6 krútiaci moment; udržiavať kalibračné zariadenie v zaťaženom stave (alebo pred zaťažením pákou so závažím) aspoň 0,5 hodiny v teplotných podmienkach kalibračného miesta, aby sa zohľadnil vplyv teploty vonkajšieho vzduchu na hodnoty UT-1 tlakomer; zaznamenávať hodnoty tlakomeru 4 ; odstráňte páku 5 s nákladmi; overenie sa vykoná najmenej trikrát a priemerná hodnota sa vypočíta z údajov tlakomeru UT-1.
Tabuľka K.1
|
Priemer skrutky |
Krútiaci moment, Nm |
Hmotnosť nákladu závesného inventára, kg |
| 22 | 823 | 43,8 (21,9 x 2) |
| 24 | 1044 | 57,8 (21,9 x 2 + 14) |
| 27 | 1529 | 88,8 (21,9 x 2 + 14 + 15,2 x 2) |
Ggr = (Mcr - Gcr e 0): L
kde G cl je vlastná hmotnosť kľúča; e 0 - silové rameno, t.j. vzdialenosť od ťažiska kľúča; L - dĺžka kľučky kľúča po bod zavesenia nákladu; M cr - vypočítaný krútiaci moment podľa tabuľky. 2 tohto STP. Po zavesení bremena sa načíta údaj zo záznamového zariadenia kľúča. Meranie sa opakuje najmenej 5 krát. Výsledky kalibrácie sa zaznamenávajú do denníka. Rozpätie hodnôt by nemalo presiahnuť ± 5 %. Ak je rozptyl prekročený, kalibrácia sa zopakuje. Ak je opäť prijatý negatívny výsledok, kľúč je odmietnutý a musí byť opravený; b) na kalibračnom stojane STP-2000, ktorý má parametre Rozsah kalibrácie, N m 0 - 2000 Presnosť merania od hornej hranice, % ±3 dielik mierky, N m 2,5 Hmotnosť, kg 20 Používa sa stojan STP-2000 na kalibráciu ovládacích a limitných tlačidiel. Stojan sa odporúča ovládať aspoň raz za dva týždne pomocou páky a závesných závaží na ňu. Výrobcom stojana je experimentálny závod Noginsk.
Príloha L
(požadovaný)
Stanovenie súčiniteľa trenia medzi styčnými plochami spájaných prvkov
L. 1 Únosnosť spojov na vysokopevnostných svorníkoch sa posudzuje šmykovou skúškou v tlaku na vzorkách s jednou skrutkou s dvojitým strihom. Odber vzoriek sa vykonáva v súlade s článkom 8.12. L. 2 Vzorky sú vyrobené z ocele použitej v konštrukcii stavanej konštrukcie (obr. L.1).
Ryža. L. 1 . Skúšobná vzorka v šmyku v tlaku:
1 - hlavný prvok; 2 - prekrytie; 3 - vysokopevnostná skrutka s podložkami a maticou (rozmery v zátvorkách pri použití skrutiek M27)
Dosky 1 A 2 rezať plynovou frézou s prídavkom 2 - 3 mm pozdĺž obrysu a potom frézovať na konštrukčné rozmery v pôdoryse. Otvory sú vytvorené vŕtaním, otrepy pozdĺž okrajov a v otvoroch sú odstránené. Dosky musia byť ploché a nie hríbovité alebo vypuklé. L.3 Kontaktné plochy dosiek 1 A 2 spracované podľa technológie prijatej v projekte stavby. Používajú sa vysokopevnostné skrutky pripravené na montáž a napnutie v montážnych spojoch konštrukcie. Skrutka sa napína pomocou momentových kľúčov používaných v stavebníctve pri montáži spojov na skrutky s vysokou pevnosťou. Dosky sa inštalujú pred napnutím skrutky tak, aby bola zaručená vôľa „nad skrutkou“ v otvore dosky 7 . Po napnutí skrutky nosné konce dosiek 1 A 2 musia byť rovnobežné a konce dosiek 2 byť na rovnakej úrovni. Informácie o odbere vzoriek sú zaznamenané v protokole. Vzorky sa testujú v tlaku na lise vyvíjajúcom silu aspoň 50 tf. Presnosť testovacieho stroja musí byť aspoň ± 2 %. Vzorka sa zaťažuje, kým sa stredná platňa neposunie 1 o tanieroch 2 a zároveň sa zaznamená zaťaženie T charakterizujúce vyčerpanie únosnosti vzorky. Odporúča sa vykonať testy zaznamenaním kompresného diagramu vzorky. Na posúdenie šmyku je potrebné označiť dosky 1 A 2 . Výsledky skúšky sa zaznamenajú do protokolu, kde sa zaznamená dátum skúšky, označenie vzorky, zaťaženie zodpovedajúce šmyku (priložený je diagram stlačenia) a mená osôb vykonávajúcich skúšky. Protokol s informáciami o výbere a testovaní vzoriek sa predloží pri prevzatí spojení. L.4 Nosnosť vzorky T, získaná počas skúšania a návrhová sila Q bh , prijatá pri návrhu konštrukcie, ktorú môže absorbovať každá trecia plocha spájaných prvkov, utiahnutá jednou vysokou pevnosťou skrutka (jeden kontakt skrutky), sa odhaduje vzťahom Q bh ≤ T/ 2 v každej z troch vzoriek. Ak nie je dodržaný stanovený pomer, rozhoduje komisia za účasti objednávateľa, projekčných a výskumných organizácií.
Príloha M
(informatívne)
Bibliografia
. Pravidlá ochrany práce pri stavbe mosta. TsNIIS, 1991. Pravidlá pre projektovanie a bezpečnú prevádzku tlakových nádob. Gosgortekhnadzor ZSSR, 1970. Hygienické pravidlá pri práci s epoxidovými živicami. Štátna hygienická inšpekcia ZSSR, 1960. Typické pokyny na ochranu práce pri skladovaní a preprave horľavého, horľavého a výbušného tovaru. Orgt ransstroy, 1978 [5]. Pravidlá požiarnej bezpečnosti počas stavebných a inštalačných prác. P PB1 -93 Ruskej federácie. Kľúčové slová: trecie spojenie, kontaktná plocha, spôsob spracovania kontaktných plôch, prepracovanie kontaktných plôch, adhézny trecí náter kontaktnej plochy, vysokopevnostné kovanie (skrutky, matice, podložky), súčiniteľ krútiaceho momentu, napínacia sila skrutky, krútiaci moment, krútiaci moment kľúč.Skrutkové spoje s príslušnými predbežné utiahnutie Skrutky sú schopné prenášať určitú silu F v dôsledku trecích síl vznikajúcich medzi šmykovými rovinami:
kde F je trecia sila, kN; f - koeficient trenia; P - sila utiahnutia skrutiek, kN; n je počet skrutiek v spojení.
Únosnosť spoja závisí od počtu šmykových rovín, koeficientu trenia, napnutia skrutiek a ich počtu. Aby boli skrutky pevnejšie utiahnuté, sú vyrobené zo špeciálnych ocelí a podrobené vhodnému tepelnému spracovaniu. Pevnosť takýchto skrutiek pri práci v ťahu sa výrazne zvyšuje. Tieto skrutky sa nazývajú skrutky s vysokou pevnosťou.
Druhy ocele používané na výrobu vysokopevnostných skrutiek, matíc a podložiek, ako aj hlavné charakteristiky ich vlastností sú uvedené v tabuľke. 7.6 a 7.7.
Geometrický tvar vysokopevnostných skrutiek a matíc zodpovedá skrutkám a maticám bežnej presnosti so zvýšením veľkosti kľúča a výšky matice a hlavy skrutky o jeden krok. Podobne sa zväčšili aj rozmery podložiek.
Na označenie skrutiek s vysokou pevnosťou je na ich hlave aplikované vypuklé rozlišovacie označenie: značka výrobcu; dočasná odolnosť svorníka v MPa delená 10; znamenie klimatická verzia"HL"; symbol tepelného čísla.
Existujú dva typy spojení s vysokopevnostnými skrutkami: odolné proti strihu a s nosnými skrutkami.
V šmykovo odolných spojoch nedochádza k vzájomnému posunu spájaných prvkov, šmykové sily sú vnímané len trecími silami a samotné silne napínané skrutky sa priamo nezúčastňujú na prenose síl. Valcový povrch skrutky sa ani nedotýka vnútorného povrchu otvorov v prvkoch zostavy. Toto je hlavný rozdiel od spojení so skrutkami s normálnou a zvýšenou presnosťou.
V spojoch na nosných vysokopevnostných skrutkách sa spolu s trecími silami podieľajú na prenose síl aj samotné skrutky, ktoré po určitom pohybe prvkov zostavy začnú fungovať ako bežné skrutky. Nosnosť je v tomto prípade obmedzená nie šmykom svorníka (kvôli jeho vysokým mechanickým vlastnostiam), ale rozdrvením spojovacích prvkov v otvoroch. Pri veľkej hrúbke prvkov v balení môže byť nosnosť jedného svorníka v takýchto spojoch 1,5-2 krát vyššia v porovnaní so svorníkom strihovo odolného spoja. Výpočet takýchto spojení sa vykonáva v súlade so špeciálnou regulačnou dokumentáciou.
Pri spojoch odolných voči strihu je konštrukčná sila, ktorú môže absorbovať každá trecia plocha spájaných prvkov, utiahnutá jednou vysokopevnostnou skrutkou, určená vzorcom
Qbh = Rbh γbAbh (μ/γh).
kde Rbh - návrhový odpor, MPa; Abh - plocha prierezu skrutky, mm2; μ - koeficient trenia (tabuľka 7.8); γh - koeficient spoľahlivosti (tabuľka 7.8); γb je koeficient prevádzkových podmienok spoja v závislosti od počtu skrutiek potrebných na absorbovanie návrhovej sily.
Počet n vysokopevnostných skrutiek v spojení odolnom v strihu potrebných na absorbovanie pôsobiacej pozdĺžnej sily N je určený vzorcom
kde γc je koeficient prevádzkových podmienok pri výpočte pevnosti.
Vysokopevnostná skrutka je napnutá na silu P:
kde Rbun je najnižšia pevnosť v ťahu (pozri tabuľku 7.6).
Spôsob spracovania trecích plôch v spojovacích prvkoch a rozdiel v menovitých priemeroch otvorov a skrutiek sú uvedené na pracovných výkresoch (KM a KMD). V podmienkach inštalácie sa zvyčajne používa čistenie povrchov plynovým plameňom, ošetrenie oceľovými kefami, prípadne spoje bez špeciálnej úpravy. Zvyšné metódy (pozri tabuľku 7.8) sa používajú v továrenských a stacionárnych podmienkach - v uzavretých priestoroch s kladnou teplotou. Nasledujúca technológia výroby a inštalácie je najprogresívnejšia.
Počas výrobného procesu v továrni, po ukončení zváracích prác, sú konštrukcie v špeciálnych komorách kompletne vyčistené (otryskanie, otryskanie alebo pieskovanie). Spoje a spoje na vysokopevnostných skrutkách sú konzervované nalepením špeciálnych ochranných fólií na treciu plochu. V špeciálnych komorách sú konštrukcie natreté vysokou kvalitou a potom odoslané na inštaláciu.
Pri inštalácii, pri montáži v konštrukčnej polohe alebo pri zväčšovaní sa odstraňuje ochranný film a bez povrchovej úpravy sú nainštalované a napnuté vysokopevnostné skrutky.
Počet skrutiek s touto technológiou je minimálny, pretože koeficient trenia po brúsení brokov je takmer 1,5-krát vyšší ako pri spracovaní plynovým plameňom. V zahraničí je táto technológia dobre zvládnutá a prináša pozitívne výsledky.
Na pieskovanie sa používa zariadenie, v ktorom stlačený vzduch z kompresora vstupuje cez olejovo-vodný filter do ejektora inštalovaného v spodnom kuželi nádrže so suchým pieskom určitej frakcie. Vzduch s časticami piesku prechádza cez rukávy a uniká z keramického hrotu s veľkú silu dopadá na spracovávaný (čistený) povrch, odstraňuje hrdzu, vodný kameň a nečistoty. Táto metóda sa používa zriedkavo kvôli vysokému obsahu prachu vo vzduchu na pracovisku, čo si vyžaduje použitie špeciálnych ochranných prostriedkov vrátane respirátorov.
Požiarne čistenie sa vykonáva špeciálnymi viacplamennými acetylénovými horákmi. Acetylén, horiaci v kyslíkovom prostredí, vytvára plameň s teplotou 1600-1800°C, ktorý spôsobuje rýchle povrchové zahrievanie dielov, čo spôsobuje olupovanie vodného kameňa a hrdzu. Nečistoty a mastné škvrny sú vypálené plameňom, čím sa zvyšuje koeficient trenia povrchov. Typicky sa používajú horáky GAO-60 alebo GAO-1-55 so šírkou plameňa 100-150 mm (obr. 7.5). Ohňom ošetrené povrchy sa čistia oceľovými ručnými kefami a čistými handrami. Potom začnú zostavovať spojenie.
Pred montážou musia byť ošetrené povrchy chránené pred nečistotami, olejmi, farbami a tvorbou ľadu. Je zakázané používať ošetrené časti, ktoré ležali dlhšie ako 3 dni bez opätovného ošetrenia.
Množstvo potrebného kyslíka a acetylénu dodávaného v oceľových fľašiach je možné určiť v množstve 1 m3 kyslíka a 0,6 m3 acetylénu na 1 m2 upravovaného povrchu.
Požiarna metóda je pri inštalácii pomerne široko používaná.
Čistenie povrchov oceľovými kefami (manuálne av niektorých prípadoch pomocou ručných elektrických alebo pneumatických strojov, ale bez leštenia povrchu) je tiež celkom bežné. V tomto prípade dosahuje koeficient trenia iba 0,35, takže počet skrutiek v takýchto spojeniach sa zodpovedajúcim spôsobom zvyšuje.
V málo zaťažených spojoch, kde sa počet skrutiek berie konštrukčne, a v jednotkách, kde je navrhnutý malý počet skrutiek, sa spoje vybavia bez špeciálnej úpravy, ale s povinným čistením povrchov od nečistôt, vlhkosti, mastnoty a olejových škvŕn.
Kvalita spracovania je kontrolovaná bez ohľadu na určený spôsob čistenia a výsledky sú zaznamenané v protokole práce na inštalácii vysokopevnostných skrutiek.
Pracovníci, ktorí prešli špeciálnym školením potvrdeným príslušným certifikátom, môžu spájať s kontrolovaným napätím.
Montáž je podobná montáži skrutkových spojov bez riadeného ťahu.
Otvory v spojoch odolných voči strihu nevyžadujú vŕtanie ani čistenie, pretože rozdiel v priemeroch otvorov a skrutiek je zvyčajne 3-6 mm.
V spojeniach s nosnými vysokopevnostnými skrutkami s rozdielom priemerov 1-3 mm je potrebné vyčistiť otvory.
Rozdiel v povrchoch (deplanácia) spájaných dielov od 0,5 do 3 mm je potrebné odstrániť mechanickým opracovaním vytvorením hladkého skosenia so sklonom nie strmším ako 1:10. Ak je rozdiel väčší ako 3 mm, je potrebné namontovať (po dohode s projekčnou organizáciou) tesnenia požadovanej hrúbky, spracované rovnakým spôsobom ako spojovacie diely.
V zmontovanom balení, upevnenom zátkami, je povolená čerň, ktorá nebráni voľnej montáži skrutiek bez skreslenia.Do všetkých otvorov každého spoja sa musí zmestiť mierka s priemerom o 0,5 mm väčším ako je menovitý priemer svorníka.
Pri čistení otvorov je zakázané používať vodu, emulziu a olej.
Konštrukciou špecifikované napnutie skrutky je zabezpečené dotiahnutím matice alebo otočením hlavy skrutky na vypočítaný uťahovací moment, alebo otočením matice pod určitým uhlom, alebo iným spôsobom, ktorý zabezpečí dosiahnutie stanovenej napínacej sily.
Jedna podložka by mala byť inštalovaná pod hlavou vysokopevnostnej skrutky a vysokopevnostnej matice (podľa GOST 22355-77). Ak rozdiel v priemeroch nie je väčší ako 4 mm, je dovolené inštalovať jednu podložku iba pod hlavu matice alebo skrutky (na strane prvku, ktorého rotácia zabezpečuje napnutie skrutky).
Väčší počet podložiek je neprijateľný, aby sa predišlo nedostatočnému stlačeniu spojovacích prvkov v dôsledku elastického stlačenia obalu podložky.
Bezprostredne pred použitím sa skrutky a matice prekonzervujú, skrutky a matice sa vložia do mriežkovej nádoby a ponoria sa do vriacej vody a následne do kúpeľa so zmesou 15% minerálneho oleja a 85% bezolovnatého benzínu. S rozsiahlym rozvojom výroby voskovaných orechov sa proces odkonzervovania značne zjednodušuje.
Spoľahlivá prevádzka spojov na vysokopevnostných skrutkách je zabezpečená iba vtedy, ak je napätie všetkých skrutiek rovnomerné a stabilné. Nie je možné priamo určiť ťažnú silu skrutky v podmienkach miesta inštalácie, preto bola prijatá metóda na nepriame posúdenie tejto sily zaručením danej hodnoty krútiaceho momentu Mkr, ktorý sa aplikuje pri uťahovaní matice.
Vzťah medzi krútiacim momentom Mkr, Nm a napätím skrutky P je určený empirickým vzorcom
kde k je koeficient krútiaceho momentu skrutky; d - menovitý priemer skrutky, m; P - napínacia sila skrutky, N.
Koeficient krútiaceho momentu závisí od kvality skrutiek, matíc a podložiek a zohľadňuje časť krútiaceho momentu, ktorá sa vynakladá na prekonanie trecej sily medzi maticou a skrutkou (v závite), podložkou a maticou a na elastickom utiahnutí tyče skrutky.
Hodnota súčiniteľa skrútenia sa stanoví experimentálne ako priemerná hodnota získaná z výsledkov testovania najmenej 5 skrutiek odobratých z každej šarže. Hodnota súčiniteľa skrútenia sa zvyčajne pohybuje od 0,12 do 0,18. Jeho veľkosť a stabilita sú nepriamym ukazovateľom úrovne rozvoja strojárstva v krajine.
Ťahová sila skrutiek v závislosti od úrovne pevnosti skrutiek je uvedená v tabuľke. 7.9.
Používajú sa dva spôsoby napínania skrutiek: krútiacim momentom a uhlom natočenia matice.
Pri uťahovaní skrutiek z hľadiska krútiaceho momentu sa po predpnutí skrutiek kľúčmi na menšiu silu dotiahnu momentovými kľúčmi alebo momentovými kľúčmi na danú silu. Táto sila skrutky sa považuje za dosiahnutú, keď ručička indikátora indikuje požadovaný krútiaci moment alebo keď klikne tlačidlo obmedzenia krútiaceho momentu (nastavené na špecifikovaný krútiaci moment).
Napnutie skrutiek podľa uhla natočenia matice sa vykonáva v dvoch stupňoch.
Najprv sa matice všetkých skrutiek utiahnu kľúčom s krútiacim momentom 800 N m. V tomto prípade sa odstránia netesnosti medzi spojovacími prvkami a všetky skrutky dostanú rovnaké počiatočné napätie. Poradie uťahovania skrutiek v tejto fáze by malo byť rovnaké ako pri inštalácii všetkých skrutiek, t.j. zabezpečiť dôsledné odstránenie netesností v zmontovanom spoji alebo zostave. Potom sa pomocou farby alebo špeciálneho kombinovaného razidla na matice a vyčnievajúce konce skrutiek nanesú značky, ktoré upevnia počiatočnú polohu matice pred druhým stupňom. Konečné konštrukčné napnutie skrutky sa vykoná otáčaním matice vo vopred určenom uhle v závislosti od hrúbky a počtu dielov v balení pomocou kľúča upraveného pre skrutky M24 na krútiaci moment 1600 Nm. Otáčanie matice pod uhlom konštantným pre všetky skrutky spoja zaručuje ich stabilné napnutie iba vtedy, ak je v prvej fáze zabezpečená rovnomerná hodnota počiatočného napätia (balíkový pás),
V montážnej praxi sa používajú oba spôsoby napínacích skrutiek. Ak máte dobrý kľúč so stabilnou kalibráciou a konštantným tlakom stlačeného vzduchu v sieti, ktorý poskytuje stabilnú hodnotu krútiaceho momentu, uprednostnite metódu napínania založenú na uhle natočenia matice, pretože je menej náročná na prácu. a poskytuje väčšiu nosnosť skrutky.
Pri inštalácii konštrukcií sa používajú dva typy momentových kľúčov: indikátor a obmedzovací moment. Tlačidlá indikátora umožňujú určiť veľkosť aplikovaného krútiaceho momentu pomocou indikátora. Momentové koncové spínače sa aktivujú (počuť cvaknutie), keď krútiaci moment dosiahne špecifikovanú hodnotu.
Príkladom kľúča prvého typu je kľúč KTR-3 (obr. 7.6). Na konci kľučky kľúča je hlavica so zatvorenou čeľusťou. K hlave je privarený pás s konzolovým prvkom („nulový montážny jazyk“), ktorý prebieha pozdĺž kľučky kľúča s medzerou 2-3 mm. Pri skrútení sa kľúč ohne a jazyk zostane nehybný. Na rukoväti kľúča je pevne namontovaný číselníkový úchylkomer na konzole chránenej puzdrom, meracia tyč ukazovateľa sa opiera o pevný „jazyk“. Vzťah medzi krútiacim momentom a údajmi na indikátore sa určuje pomocou kalibračného zariadenia alebo kalibračnej tabuľky.
Na zostavenie takéhoto grafu stačí umiestniť vodorovne umiestnený kľúč na šesťuholník veľkosti matice a postupne pripevniť určité závažia na koniec rukoväte. Zvyčajne sa na tento účel na jeden z namontovaných stavebných stojanov privarí skrátený svorník (obr. 7.7a).
Pre väčšiu presnosť je potrebné vykonať korekciu momentu z vlastnej hmotnosti kľúča. Pri znalosti ramena a a zaťažení P zaznamenajte hodnoty indikátora zodpovedajúce nameraným hodnotám Pa = Mcr a vytvorte graf (obr. 7.7, b).
Je vhodné mať kľúč (rameno) s dĺžkou 1660 mm a závažia s hmotnosťou 6 kg (prvé závažie je o niečo menšie - momentálna korekcia je z vlastnej hmotnosti kľúča). Potom bude interval kalibrácie 100 Nm.
Kľúč KTP-3 s hmotnosťou 12 kg poskytuje kontrolu napnutia skrutiek s krútiacim momentom až 950 Nm.
Kľúče s limitným momentom sú vhodnejšie na použitie, pretože nevyžadujú neustále sledovanie hodnôt indikátorov.
Sada kľúčov obsahuje krátke a predĺžené nástrčné hlavy pre rôzne priemery matíc, ktorých použitie uľahčuje prácu na ťažko dostupných miestach.
Dlhé rukoväte kľúčov, potrebné na dosiahnutie vysokých krútiacich momentov, spôsobujú, že kľúče sú ťažšie a spôsobujú určité nepohodlie počas prevádzky. Na odstránenie týchto nepríjemností sa pri uťahovaní matíc vysokopevnostných skrutiek niekedy používajú multiplikačné kľúče (obr. 7.8), ktoré majú mechanizmus znižovania krútiaceho momentu. V multiplikačných kľúčoch je dĺžka rukoväte iba 400 - 500 mm, pretože redukčný mechanizmus znižuje krútiaci moment na výstupnom hriadeli 10 - 20-krát, čo umožňuje jeho otáčanie pôsobením malej sily na rukoväť. V tomto prípade prirodzene dochádza k strate vo vzdialenostiach, t.j. rukoväť s rohatkovým zariadením sa musí pohybovať tam a späť oveľa častejšie.
Na vnímanie jalového krútiaceho momentu sa multiplikačný kľúč opiera dorazom o spojovacie prvky alebo o susedné matice zostavy. Technické charakteristiky vysoko presných multiplikačných kľúčov s nastaviteľným krútiacim momentom sú uvedené v tabuľke. 7.5.
Hodnoty súčiniteľa skrútenia sa pohybujú v pomerne širokom rozmedzí (k = 0,1,..0,2) a závisia od presnosti výroby skrutiek, matíc, podložiek a stavu ich povrchu. Hodnota súčiniteľa krútiaceho momentu je uvedená v certifikáte každej šarže skrutiek.
Hmotnosť jednej dávky skrutiek (vyrobených z ocele rovnakej taveniny a tepelne spracovanej podľa rovnakého režimu) by nemala presiahnuť 1 000 kg a matice a podložky - 500 kg.
Koeficient krútiaceho momentu je možné určiť alebo skontrolovať v podmienkach miesta inštalácie pomocou špeciálneho zariadenia na kalibráciu skrutiek - UTB-40 (obr. 7.9). UTB-40 ukazuje na svojom indikátore ťahovú silu v testovanej skrutke (do 40 t). Matice sa uťahujú pomocou kalibrovaného momentového kľúča.
Po určení, aký krútiaci moment (indikátor na kľúči) je potrebný na utiahnutie skrutky na danú silu (ukazovateľ UTB-40), môžete jednoducho vypočítať koeficient krútiaceho momentu testovacej skrutky pomocou vzorca: k = Mrh/Pd, kde d je menovitý priemer skrutky v zodpovedajúcich jednotkách.
Takto vypočítaná priemerná (na základe výsledkov skúšok najmenej 5 skrutiek z dávky) hodnota koeficientu skrútenia k sa akceptuje pre skrutky celej série.
Ak je pracovisko vybavené UTB-40, je možné priamo určiť požadovaný krútiaci moment pre každú dávku skrutiek upevnením indikátora na momentovom kľúči, keď sa dosiahne špecifikovaná sila v testovacej skrutke, ktorej hodnota je zobrazená na stupnici zariadenia na kalibráciu skrutiek (UTB-40).
Kľúče s obmedzujúcim momentom sú nakonfigurované podľa UTB-40 tak, aby fungovali (kliknutie), keď sa v skrutke dosiahne špecifikovaná sila.
Na urýchlenie montáže a doťahovania vysokopevnostných skrutiek sa používajú pneumatické alebo elektrické rázové uťahováky (tabuľky 7, 10 a 7.4).
S hromadnou výrobou elektrických rázových uťahovákov s počítadlom nárazov alebo s nastaviteľnými a pevnými limitmi krútiaceho momentu sa proces uťahovania skrutiek výrazne zjednoduší. Ak tieto rázové uťahováky fungujú so zaručenou presnosťou a sú certifikované a registrované ako meracie prístroje, nebude potrebná následná kontrola krútiaceho momentu. Treba len dávať pozor správna inštalácia medzný moment a jeho súlad s uťahovacím momentom skrutiek danej šarže skrutiek.
Prevádzka spojov na skrutkách s vysokou pevnosťou vyžaduje zaručenú napínaciu silu na skrutky, preto je potrebná starostlivá kontrola, ktorá sa vykonáva pomocou momentového kľúča a zaznamenávanie čítania indikátora kľúča v okamihu, keď sa matica začne otáčať.
25 % skrutiek v spoji podlieha náhodnej kontrole. Ak v spojení nie je viac ako 5 skrutiek, sú kontrolované všetky skrutky. Odchýlky skutočného krútiaceho momentu od vypočítaného by nemali presiahnuť 20 %.
Pri použití vysokopevnostných skrutiek v prírubové spoje presnosť ich napnutia by mala byť v rozmedzí +10%, preto sa takéto skrutky predpínajú iba momentovou metódou. Odchýlka skutočného krútiaceho momentu v takýchto skrutkách by nemala presiahnuť -20; +20 %.
Ak sa pri kontrole zistí aspoň jedna skrutka, ktorej napnutie nespĺňa stanovené požiadavky, je predmetom kontroly všetkých 100 % skrutiek v tomto spojení. Napätie každej nedotiahnutej alebo príliš utiahnutej skrutky sa upraví na požadovanú hodnotu. Výsledky kontroly sú zaznamenané v denníku inštalácie vysokopevnostných skrutiek.
Matice utiahnutých vysokopevnostných skrutiek sa sami neodskrutkujú, a preto nie sú nijako chránené pred samovoľným vyskrutkovaním.
Po kontrole sa pozdĺž obrysu všetkých spojov nanesie tmel a nalakujú sa hlavy skrutiek av prípade potreby sa nalakujú aj ďalšie prvky spoja.
Pri práci s momentovými kľúčmi montáž skrutiek zvyčajne vykonáva tím 3 ľudí - dvaja dotiahnu matice a použijú kľúč, tretí zasunie skrutky do otvorov a pridrží ich bežným kľúčom ( správnu veľkosť) hlavu skrutky od jej otáčania v počiatočnom momente.
Pri montáži a uťahovaní vysokopevnostných skrutiek na zemi dosahuje výkon posunu na montážnika až 100 skrutiek, pri montáži a uťahovaní skrutiek v konštrukčnej polohe z lešenia až 50 skrutiek.


